

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 應(yīng)用天然金剛石刀具對(duì)非鐵族金屬及非金屬材料進(jìn)行超精密切削加工是一種重要的超精密加工方法。因此,控制金剛石刀具的幾何形狀,尤其是刀具刃口半徑參數(shù)對(duì)超精加工表面質(zhì)量的影響就顯得尤為重要...
應(yīng)用天然金剛石刀具對(duì)非鐵族金屬及非金屬材料進(jìn)行超精密切削加工是一種重要的超精密加工方法。因此,控制金剛石刀具的幾何形狀,尤其是刀具刃口半徑參數(shù)對(duì)超精加工表面質(zhì)量的影響就顯得尤為重要。目前國(guó)際上測(cè)量亞微米級(jí)刃口半徑的通用方法是掃描電子顯微鏡(SEM)測(cè)量法。近年來(lái),隨著加工精度的不斷提高,加工超精表面所用的刀具刃口半徑往往小于0.1μm,一般約為幾十納米。用SEM觀測(cè)ρ<100nm的刃口半徑時(shí),由于分辨力不夠,圖像邊緣比較模糊,難以實(shí)現(xiàn)準(zhǔn)確測(cè)量;而且由于刃口表面鍍了一層厚度不確定的導(dǎo)電金屬膜,使觀測(cè)結(jié)果存在較大誤差;此外,SEM法不適用于實(shí)時(shí)測(cè)量。
為了準(zhǔn)確測(cè)量納米級(jí)的刃口半徑,八十年代末期,國(guó)外學(xué)者對(duì)超微刃口測(cè)量技術(shù)進(jìn)行了大量研究,先后提出了一些新的測(cè)量方法,如印膜法、切屑法、改進(jìn)的SEM法等。但這些方法均為間接測(cè)量,測(cè)量精度很難達(dá)到納米級(jí)。隨著原子力顯微鏡(AFM)在工業(yè)領(lǐng)域的應(yīng)用逐步擴(kuò)大,九十年代,一些學(xué)者提出了應(yīng)用原子力顯微原理測(cè)量金剛石刀具刃口半徑的方法[5,6],測(cè)量方法是將金剛石刀具垂直安放在AFM探針下的二維工作臺(tái)上,使刀刃位于探針的正下方,探針垂直于刃口進(jìn)行掃描,即可得到刃口的AFM掃描圖像。但文獻(xiàn)[5]、[6] 中均未給出刃口半徑的準(zhǔn)確測(cè)量值,也未對(duì)測(cè)量誤差進(jìn)行分析。為此,我們應(yīng)用國(guó)產(chǎn)AFM進(jìn)行了這一測(cè)量的試驗(yàn)研究,得到了刃口掃描圖象和一組刃口截面坐標(biāo)值。
一、測(cè)量原理
1.AFM工作原理
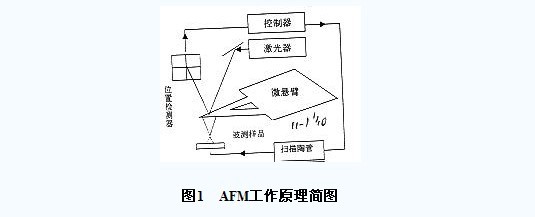
AFM利用一個(gè)一端固定,另一端裝有探針的彈性微懸臂來(lái)檢測(cè)樣品表面性質(zhì)及特征[7]。當(dāng)非常尖銳的探針與被測(cè)樣品表面距離很接近時(shí)進(jìn)行掃描,此時(shí),與相互距離有關(guān)的針尖與樣品表面間的相互作用力將使微懸臂產(chǎn)生彎曲變形,用一束激光照射微懸臂背面(如圖1所示),通過(guò)位置檢測(cè)器檢測(cè)激光反射點(diǎn)位置的變化,即可得到探針掃描時(shí)樣品表面的特征變化。掃描模式一般有三種,即接觸式、非接觸式和輕敲式,我們使用的AFM工作在接觸模式下,即針尖與樣品接觸掃描,二者原子的電子云重疊并產(chǎn)生10-8~10-11的庫(kù)侖排斥力.
2.用AFM測(cè)量刀具刃口
測(cè)量裝置主體為CSPM-930型原子力顯微鏡,參見(jiàn)圖2。金剛石刀具刀頭顆粒5粘貼在位于掃描陶管3上方的樣品臺(tái)4上,刀具預(yù)先用酒精清洗并用清潔的空氣吹干,被測(cè)刀具刀刃垂直向上正對(duì)探針6。測(cè)量前,控制系統(tǒng)操縱步距角為0.3°的精密電機(jī)實(shí)現(xiàn)探針的微進(jìn)給,當(dāng)探針逼近被測(cè)刀具時(shí),聚焦在微懸臂上的激光束反射到光位置檢測(cè)器10上,微懸臂變形量將由檢測(cè)器四個(gè)象限中的強(qiáng)度差值得到,當(dāng)強(qiáng)度差值發(fā)生變化時(shí),說(shuō)明已完成探針的逼近,步進(jìn)電機(jī)自動(dòng)停止。刀具刀刃的對(duì)準(zhǔn)及探針的逼近均可通過(guò)顯微攝像系統(tǒng)11在監(jiān)視器上觀察。
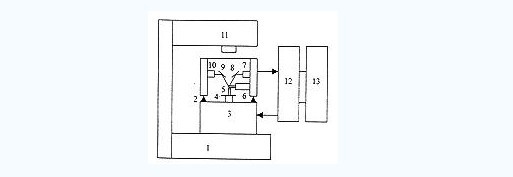
1.基座 2.微進(jìn)給裝置 3.掃描陶管 4.樣品臺(tái)
5.被測(cè)刀具 6.探針及微懸臂 7.激光器 8.前反射鏡
9.后反射鏡 10.位置檢測(cè)器 11.顯微攝像系統(tǒng)
12.控制系統(tǒng) 13.主控計(jì)算機(jī)
圖2 AFM測(cè)量金剛石刀具刃口基本原理
測(cè)量時(shí),掃描陶管3采用樣品掃描方式進(jìn)行掃描,反饋系統(tǒng)根據(jù)檢測(cè)器電壓的變化,通過(guò)向掃描陶管3加給Z方向電壓來(lái)不斷調(diào)整被測(cè)刀具的Z向位置,以保持針尖與刀具的作用力恒定,記錄下的Z向電壓以及對(duì)應(yīng)加給陶管3的X向及Y向電壓(分別體現(xiàn)X向和Y向的掃描位置)通過(guò)圖象處理程序的處理,即可得到被測(cè)樣品——刀具刃口的空間三維形貌。
二、測(cè)量數(shù)據(jù)及分析
1.測(cè)量數(shù)據(jù)
選取儀器參數(shù):ScanGain=30,VGain=1,IGain=5。
掃描得到的圖象經(jīng)數(shù)據(jù)轉(zhuǎn)換,變?yōu)閃INDOWS下的BMP圖形文件,如圖3所示。
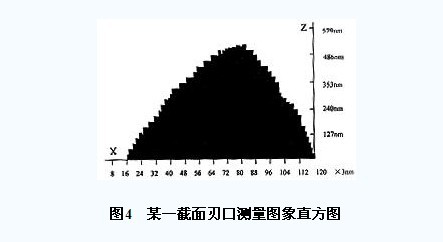
此掃描圖象經(jīng)圖形處理程序處理,得到如下圖形參數(shù):Zmin=-810,Zmax=919,times=13.00。某一截面各點(diǎn)的Z值經(jīng)圖形處理程序處理后得到的直方圖如圖4所示。
2.測(cè)量數(shù)據(jù)分析
選取刃口半徑ρ作為評(píng)定刃口鋒利度的參數(shù)。根據(jù)刀具刃口幾何角度(前角0°,后角7°),在直方圖基礎(chǔ)上建立XZ直角坐標(biāo)系。刃口截面形狀是由曲線圓弧和兩個(gè)直線段連接而成,對(duì)圓弧段的測(cè)量數(shù)據(jù)進(jìn)行最小二乘處理,可得到圓心坐標(biāo)和半徑R值。采用將圓方程轉(zhuǎn)換為二元線性方程的方法(即曲線改直法)[8],經(jīng)計(jì)算得ρ=120nm,其計(jì)算誤差e=11nm。
3.誤差分析
(1)因光路誤差和位置檢測(cè)器誤差引起的圖象誤差很小,一般約為1nm;
(2)XOZ平面與Y向的不垂直度誤差最大為5nm;
(3)計(jì)算誤差為12nm;
(4)探針半徑造成的圖象畸變誤差約為2nm;
測(cè)量總誤差為以上四項(xiàng)誤差的平方和根,約為13nm。
三、結(jié) 論
與傳統(tǒng)的SEM測(cè)量法相比,AFM測(cè)量法操作簡(jiǎn)便,數(shù)據(jù)可靠,并可實(shí)現(xiàn)實(shí)時(shí)測(cè)量,是一種較理想的的刃口鋒銳輪廓測(cè)量法。此方法還需做如下改進(jìn):
(1)由于刃口對(duì)準(zhǔn)比較困難,需增加一套長(zhǎng)物距的放大系統(tǒng)來(lái)實(shí)現(xiàn)探針的瞄準(zhǔn);
(2)由于儀器本身限定為樣品掃描方式,還無(wú)法實(shí)現(xiàn)大尺寸樣品的測(cè)量,若將儀器改裝為探針掃描方式,則可實(shí)現(xiàn)其它類(lèi)型刀具的大尺寸樣品掃描;
(3)刃口評(píng)定理論還需進(jìn)一步完善。








 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)