您好 歡迎來(lái)到超硬材料網(wǎng) 請(qǐng)登錄 | 免費(fèi)注冊(cè)
在高新技術(shù)中,納米技術(shù)、生物技術(shù)和信息技術(shù)對(duì)化學(xué)工業(yè)發(fā)展有著深遠(yuǎn)的影響,對(duì)于材料科學(xué)而言,當(dāng)首推納米技術(shù)。它不僅能推動(dòng)化學(xué)反應(yīng)、催化和許多單元操作的突破性的改進(jìn),而且提...
中國(guó)古代的熱處理材料熱處理在中國(guó)有悠久的歷史。與世界其他地區(qū)相比,中國(guó)古代熱處理技術(shù)的發(fā)展有明顯的區(qū)域特色,在某些方面中國(guó)的熱處理技術(shù)落后于其它地區(qū),但也有許多發(fā)明和技...
虛擬機(jī)械加工技術(shù)(virtualmachining)已誕生很久了,隨著科學(xué)技術(shù)的進(jìn)步,三維計(jì)算機(jī)輔助設(shè)計(jì)被廣泛應(yīng)用于產(chǎn)品設(shè)計(jì),在工程作業(yè)設(shè)計(jì)、加工工序設(shè)計(jì)及產(chǎn)品組裝程度...
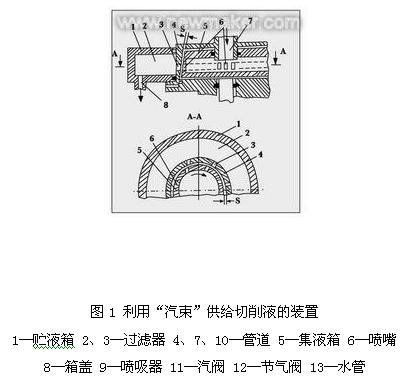
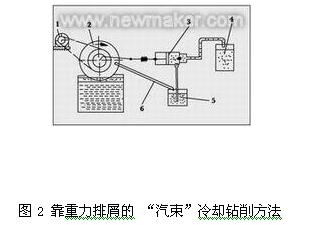
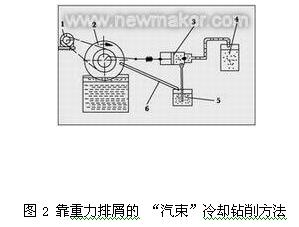
前言金屬切削加工過(guò)程中,必須合理使用切削液。切削液的使用效果除與正確地選用切削液的品種和牌號(hào)有關(guān)外,還與它的供給與凈化處理方法有關(guān)。正確的供給和凈化處理不但可提高切削液...


摘要:研究了PCBN刀具的磨損機(jī)理和磨損形式。通過(guò)對(duì)干切削GCr15軸承鋼時(shí)刀具的磨損形式及壽命進(jìn)行試驗(yàn)研究,得出了工件硬度、切削速度對(duì)PCBN刀具磨損的影響規(guī)律以及工...



一.前言高速加工是集材料科學(xué)、工程力學(xué)、機(jī)械動(dòng)力學(xué)和制造科學(xué)于一體的高新加工技術(shù),在汽車制造、航空航天和機(jī)械加工多個(gè)行業(yè)得到了越來(lái)越廣泛的應(yīng)用。高速加工工具系統(tǒng)是高速加...

聚晶金剛石(PCD)具有接近天然金剛石的硬度、耐磨性以及與硬質(zhì)合金相當(dāng)?shù)目箾_擊性,是一種被廣泛應(yīng)用于有色金屬和非金屬材料精密加工的新型刀具材料。為充分發(fā)揮PCD刀具的優(yōu)...

人類認(rèn)識(shí)和使用鉆頭的歷史可以上溯到史前時(shí)代。燧人氏“鉆木取火”所使用的石鉆,可以看作最原始的鉆頭。現(xiàn)代工業(yè)加工中廣泛使用的麻花鉆(俗稱鉆頭),是...
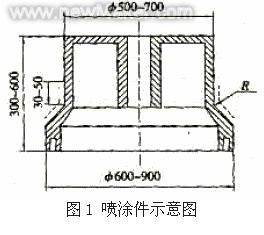

1問(wèn)題的提出熱噴涂作為一種新興的工藝技術(shù),被廣泛地應(yīng)用于金屬表面的強(qiáng)化。其表面硬度一般可達(dá)50~55HRC,最高可達(dá)70HRC,,其耐磨性比淬火鋼高3~5倍,但這卻給切...
原生金剛石是在地下深外處(130—180Km)高溫(900—1300℃)高壓(45—60)×108Pa下結(jié)晶而成的,它們...
1引言在機(jī)械制造技術(shù)的發(fā)展中,機(jī)床與工具總是相輔相成、相互促進(jìn)的。高性能機(jī)床對(duì)刀具材料和刀具結(jié)構(gòu)提出了更高要求,...
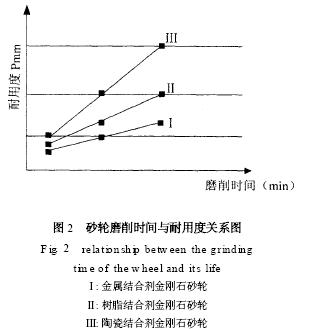
高速磨削的砂輪應(yīng)具有高強(qiáng)度、高抗沖擊強(qiáng)度、耐熱性好,微破碎性,雜質(zhì)含量低等性能,1957年美國(guó)通用汽車公司首次合成出具有以上性能的CBN超硬磨料。這之后CBN砂輪成為高...
0前言從20世紀(jì)70年代中期,美、英、德、前蘇聯(lián)等工業(yè)發(fā)達(dá)國(guó)家先后開(kāi)發(fā)研制PCD刀具用于非金屬材料和有色金屬材料...

摘要本文簡(jiǎn)要介紹了在金剛石復(fù)合片(PDC)的生產(chǎn)和檢驗(yàn)過(guò)程中經(jīng)常出現(xiàn)的幾種主要缺陷:如分層、欠燒、表面出現(xiàn)針眼和...



摘要:本文簡(jiǎn)述了人造金剛石在石材加工工具中的應(yīng)用情況,指出工具使用中大量的金剛石并非磨損失效,而是以脫落形式流失,分析了金剛石流失原因是金剛石把持力不夠?qū)е铝私饎偸缙?..

摘要:航空航天等高技術(shù)產(chǎn)業(yè)部門對(duì)切削加工不斷提出更高的要求;采用新型刀具材料可以提高刀具的切削性能,而優(yōu)化刀具切...
目前,在全球機(jī)械加工行業(yè)中,日本的機(jī)床和切削刀具以其優(yōu)良的性能和品質(zhì)獲得了很高評(píng)價(jià),并被廣泛使用。對(duì)于可轉(zhuǎn)位刀片而言,半數(shù)以上使用了涂層牌號(hào),從而保證了切削刃的耐磨性與...
首先要了解到油基和水基切削液的特性。一般來(lái)說(shuō),油基切削液的潤(rùn)滑性能好,而水基切削液冷卻性能好,而乳化液即具有一定的潤(rùn)滑性和防銹性,又有一定的冷卻性和清洗性,但是容易產(chǎn)生...

一、前言切削液通常是大多數(shù)機(jī)加工中不可缺少的生產(chǎn)要素之一,對(duì)保證加工精度、提高表面質(zhì)量和生產(chǎn)效率具有重要作用。隨...


 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信



 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)