

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 摘要:復(fù)合加工工藝(HMP’s)相對于傳統(tǒng)加工工藝,能夠加工難切割材料并具有競爭力的價(jià)格優(yōu)勢。本文通過對鉻鎳鐵合金718進(jìn)行放電金剛石表面磨削加工(EDDSG)來進(jìn)行建模,并研究其...
摘要:復(fù)合加工工藝(HMP’s)相對于傳統(tǒng)加工工藝,能夠加工難切割材料并具有競爭力的價(jià)格優(yōu)勢。本文通過對鉻鎳鐵合金718進(jìn)行放電金剛石表面磨削加工(EDDSG)來進(jìn)行建模,并研究其材料去除率(MRR);MRR是低成本高效益的一個(gè)加工參數(shù)。在進(jìn)行EDDSG前后用掃描電子顯微鏡(SEM)進(jìn)行觀察并驗(yàn)證了該工藝的實(shí)際效益。利用響應(yīng)曲面法(RSM)中的旋轉(zhuǎn)中心組合設(shè)計(jì)(CCRD)對實(shí)驗(yàn)進(jìn)行規(guī)劃和分析。建立了EDDSG輸入?yún)?shù)(砂輪速度、脈沖電流、占空因數(shù))間的數(shù)學(xué)關(guān)系。利用人工神經(jīng)網(wǎng)絡(luò)算法(ANN)對RSM進(jìn)行建模。MRR預(yù)測值和實(shí)驗(yàn)結(jié)果匹配。關(guān)鍵詞:EDDSG,鉻鎳鐵合金718,響應(yīng)曲面法,SEM
1. 引言
鎳基合金是應(yīng)用最為廣泛的超合金,占整個(gè)航天發(fā)動機(jī)制備材料的50%,特別是在燃?xì)鉁u輪機(jī)室制造方面;在高溫環(huán)境下耐腐蝕、耐機(jī)械疲勞、耐熱疲勞、抗蠕變和耐磨損性能好。而加工這些機(jī)械性能優(yōu)越的難切割材料也是非傳統(tǒng)加工工藝的一個(gè)棘手問題。復(fù)合加工工藝(HMP’s)則是解決該問題的其中一個(gè)方案。
HMP’s 集成了眾多單一加工工藝的優(yōu)勢,又將單一工藝的劣勢降到最低。HMP’s基于多個(gè)可控制的加工工藝機(jī)理同時(shí)對工藝性能產(chǎn)生影響從而提高加工精度。放電加工(EDM)是一種常見的加工工藝,放電脈沖能量對工件的表面整體性能有一定影響,導(dǎo)致微裂縫、降低材料的抗疲勞強(qiáng)度等。為解決EDM工藝中這一問題,Koshyet等人將金剛石磨削和EDM結(jié)合起來,即放電金剛石磨削技術(shù)(EDDG)來加工導(dǎo)電材料。Sanjeev Kumar 指出,在電火花作用下,通過熱軟化工件材料,磨削力得到了大大的降低。
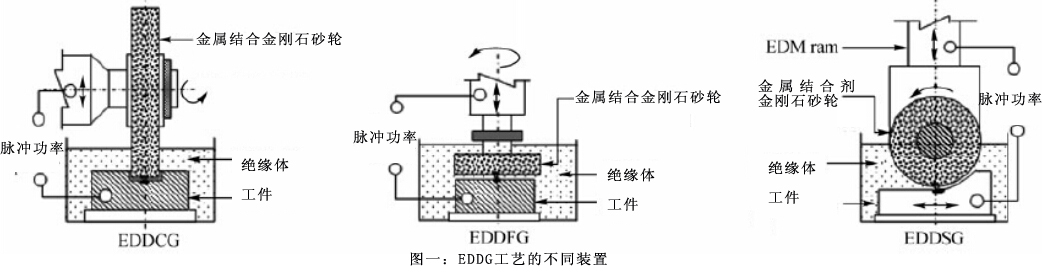
Yadavet將EDDG裝置分為三個(gè)不同的構(gòu)造部分,如圖一所示:放電金剛石切斷磨削(EDDCG)、放電金剛石平面磨削(EDDFG)和放電金剛石表面磨削(EDDSG)。EDDCG是利用砂輪的周邊面,通過研磨和打火花將工件切割成條或者在工件上加工溝槽。EDDFG是利用砂輪的拋光面,通過研磨和打火花對工件端面進(jìn)行加工;EDDSG是利用砂輪周邊面,通過研磨和打火花對工件平面進(jìn)行加工。
根據(jù)以上文獻(xiàn)綜述,鮮有研究利用EDDSG工藝對新型先進(jìn)材料如鉻鎳鐵合金718進(jìn)行加工。因此,本論文旨在研究鉻鎳鐵合金718的EDDSG加工工藝。利用RSM和ANN技術(shù)求得的MRR預(yù)測值和實(shí)驗(yàn)結(jié)果相匹配。
2. 實(shí)驗(yàn)
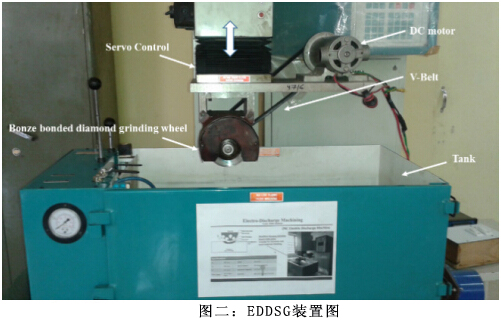
所有實(shí)驗(yàn)都在ENC 35 EDM上進(jìn)行;圖二為EDDSG裝置,由青銅結(jié)合劑金剛石砂輪、直流電機(jī)、柄軸、V型帶、軸承和交流可逆同步電動機(jī)組成,如圖三所示。通過特殊裝置將青銅結(jié)合劑金剛石砂輪固定在機(jī)器上,ZNC EDM機(jī)的伺服系統(tǒng)用來保持兩個(gè)電極的間隔。表二為金剛石砂輪的規(guī)格。
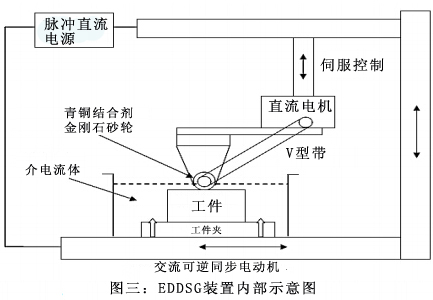

砂輪和工件之間的間隙取決于間隙電壓裝置的絕緣擊穿強(qiáng)度。柄軸用于自旋轉(zhuǎn)和帶動砂輪旋轉(zhuǎn),因此柄軸的設(shè)計(jì)就需要一些輸入?yún)?shù),如材料、直徑、RPM、電機(jī)功率等。柄軸直徑19mm,材料為EN24,軸承標(biāo)準(zhǔn)為ISI No. 1203。驅(qū)動砂輪旋轉(zhuǎn)的電機(jī)為2HP、46000rpm的永磁直流電機(jī)(PMDC)。V型傳送帶為13mm×9mm,傳送帶的梯形截面有利于和滑輪保持接觸以防止滑落。PMDC速度是可控的;通過自動進(jìn)給裝置實(shí)現(xiàn)工作臺的往復(fù)運(yùn)動,以此來保持砂輪和工件的相對運(yùn)動。所有實(shí)驗(yàn)都按照平面磨削模式操作。鉻鎳鐵合金718為本實(shí)驗(yàn)的材料,其組份如表3所示。

砂輪速度、脈沖電流、脈沖間隔和占空因數(shù)為控制系數(shù),MRR為性能參數(shù)。每一個(gè)輸入?yún)?shù)值都有中間試驗(yàn)求得。表4為控制系數(shù)的實(shí)際值。根據(jù)CCRD對每個(gè)因子最少3個(gè)準(zhǔn)級的要求進(jìn)行實(shí)驗(yàn)。本實(shí)驗(yàn)中,選用標(biāo)準(zhǔn)的CCRD矩陣,四個(gè)控制系數(shù)三個(gè)準(zhǔn)級七個(gè)中心點(diǎn);共計(jì)31組實(shí)驗(yàn)。表5為實(shí)驗(yàn)結(jié)果和編碼變量。


所有實(shí)驗(yàn)都在60mm×10mm的鉻鎳鐵合金718材料上進(jìn)行操作,30分鐘。用高精度電子天平對加工前后的材料進(jìn)行稱量。砂輪速度由數(shù)字轉(zhuǎn)速計(jì)測得。
3. 數(shù)學(xué)模型
3.1 響應(yīng)曲面法(RSM)
RSM是將數(shù)學(xué)和統(tǒng)計(jì)相結(jié)合的一種研究方法,用于分析若干獨(dú)立變量對一個(gè)非獨(dú)立變量的影響,其目標(biāo)是優(yōu)化響應(yīng)值。在諸多實(shí)驗(yàn)條件下,可以以定量形式表示獨(dú)立因子,如公式(1)所示。
在響應(yīng)值Y和定量因子中,函數(shù)φ叫做相應(yīng)曲面,或響應(yīng)函數(shù)。
相應(yīng)曲面Y的一階多項(xiàng)式如公式(2)所示:

公式3為MRR表達(dá)式:
3.2 模型適宜度檢測
實(shí)驗(yàn)用變量分析技術(shù)(ANOVA)對模型的適宜度進(jìn)行檢測,表6為二階響應(yīng)面結(jié)果。決定系數(shù)(R2)表示模型的適宜程度。決定系數(shù)值(R2=0.96998)表明總變量中僅不足3 %沒有被模型解釋說明; R2=0.7927表明總變量中20 %沒有被模型解釋說明;R2=0.7779是一個(gè)較高值且接近決定系數(shù),這說明了模型的顯著性。預(yù)測R2 和調(diào)整值R2一致。
表6中>F值小于0.05,這說明模型比較顯著;同樣,砂輪速度(S)和電流(C)都有較為顯著的效果。缺適性與預(yù)期的一致,不是很顯著。圖4為抗拉強(qiáng)度殘留的常態(tài)率圖,呈直線下降趨勢,這說明誤差分布正常。
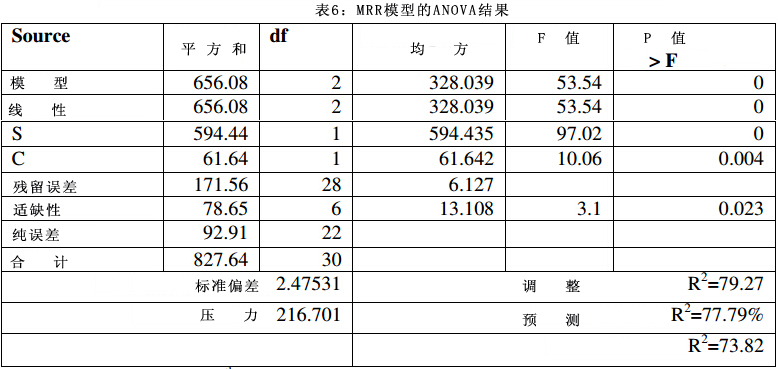

圖4
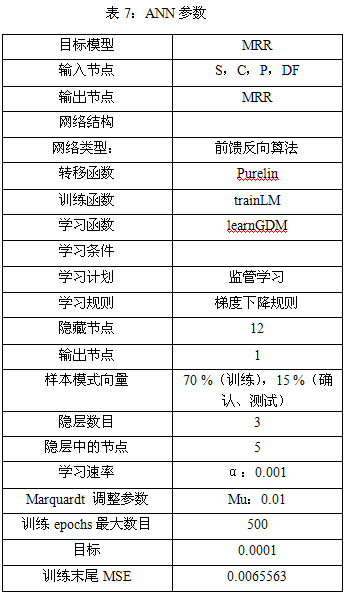
4.EDDSG工藝的建模本論文利用ANN文獻(xiàn)中的反向傳播算法對EDDSG工藝進(jìn)行建模,ANN建模分三部:訓(xùn)練、測定和確認(rèn);并用MATLAB軟件對其進(jìn)行編碼。表3為實(shí)驗(yàn)數(shù)據(jù)訓(xùn)練出的ANN文獻(xiàn);對于網(wǎng)絡(luò)測定,選取實(shí)驗(yàn)結(jié)果數(shù)目的70 %如表4所示。利用LM反向傳播算法進(jìn)行網(wǎng)絡(luò)訓(xùn)練;LM是一種網(wǎng)絡(luò)訓(xùn)練函數(shù),該函數(shù)能夠根據(jù)LM優(yōu)化對權(quán)重和偏差值進(jìn)行更新,由隱層的選數(shù)和每個(gè)隱層中節(jié)點(diǎn)的數(shù)目優(yōu)化構(gòu)成。
根據(jù)網(wǎng)絡(luò)性能對隱層數(shù)目和節(jié)點(diǎn)進(jìn)行選擇,用均方誤差(MSE)對網(wǎng)絡(luò)性能進(jìn)行測試,MSE計(jì)算公式如下:
其中,dj為jth節(jié)點(diǎn)的期望輸出值,yj為jth節(jié)點(diǎn)的預(yù)測值。N為訓(xùn)練類型總數(shù)目,M為輸出節(jié)點(diǎn)數(shù)目。
表7為EDDSG工藝建模,能夠預(yù)測MRR的絕對平均百分比誤差(2.66%)和最大百分比誤差(29.22%)。表5為RSM和ANN技術(shù)求得的實(shí)驗(yàn)值和預(yù)測值。圖5為MRR實(shí)驗(yàn)值和預(yù)測值對比圖。
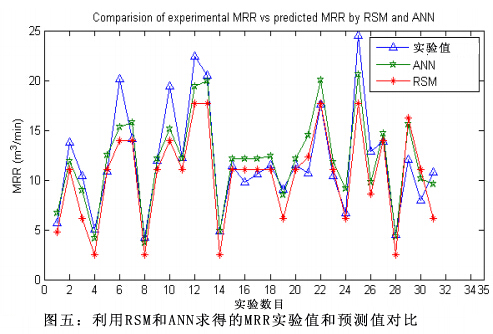
實(shí)驗(yàn)將ANN模型和RSM模型的預(yù)測能力進(jìn)行對比。表8為兩個(gè)模型的預(yù)測值。圖5為兩種模型輸出預(yù)測的類似對比。對于所有的輸出值,ANN模型和實(shí)驗(yàn)值相符合,一致性很好。RSM模型的絕對偏差要比ANN模型大許多。因此,ANN模型要比RSM模型的歸納能力更強(qiáng)。ANN模型的這種較高的精準(zhǔn)度主要是由于它更接近系統(tǒng)的非線性的能力。
6. EDDSG加工表面形態(tài)
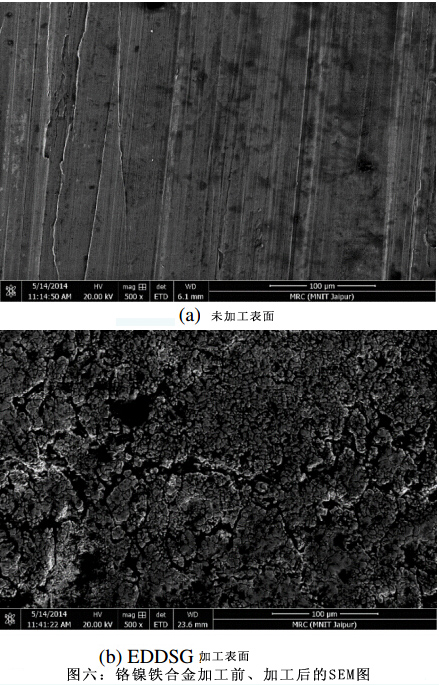
圖6為鉻鎳鐵合金718加工前、加工過程中在最大MRR條件下利用SEM獲得的表面形態(tài)圖。圖6(a)中未加工表面上有澆鑄痕跡和凹槽被去除的跡象并形成新生表面;此時(shí)EDDSG工藝參數(shù)為砂輪速度1200rpm,電流9 Amps,脈沖時(shí)間為150μs,占空因子為70 %。同時(shí)還觀察到少數(shù)沒有被磨削掉的EDM洼坑。
結(jié)論:
1)砂輪速度對MRR影響最大,其次是脈沖速度。
2)要獲得較高的MRR值,可以將高砂輪速度、高脈沖電流、較長的脈沖時(shí)間和較大的占空因子結(jié)合起來。
3)ANN預(yù)測模型在訓(xùn)練范圍內(nèi)可以有效預(yù)測MRR。與響應(yīng)曲面模型相比,ANN模型在預(yù)測MRR值時(shí)更精確更穩(wěn)定。(編譯:中國超硬材料網(wǎng))








 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號