

 手機資訊
手機資訊 官方微信
官方微信摘要 固結磨料金剛石線鋸是一種能夠對硬脆材料進行精密加工的新型加工工具,在光伏太陽能行業有著舉足輕重的地位,并且國外已經有了非常廣泛而深人的研究。目前的幾種生產方法中,電鍍金剛石線鋸由于...
固結磨料金剛石線鋸是一種能夠對硬脆材料進行精密加工的新型加工工具,在光伏太陽能行業有著舉足輕重的地位,并且國外已經有了非常廣泛而深人的研究。目前的幾種生產方法中,電鍍金剛石線鋸由于具有生產設備簡便,工藝溫度低,金剛石磨粒鑲嵌牢固等優點,其應用前景得到廣泛關注。國內雖然已經有諸多研究者對電鍍液的種類、主鹽濃度、pH值、溫度、電流密度、金剛石種類的選擇以及_上砂時間等方面做了細致的研究,但對于復合電鍍過程中的液流情況研究較少。在此基礎上,通過對電鍍金剛石線鋸上砂過程中的液流形式和鋼線放置方式兩個易被忽略的因索進行了研究,結果表明,不同的液流形式和鋼線放置方式確實能夠對電鍍金剛石線鋸形貌產生較大影響。1. 實驗部分
1.1 實驗材料
基體材質:0. 2mm切割用鋼絲;
電鍍液:采用氨基磺酸鎳為主鹽的鍍鎳配方;
金剛石:粒徑為10一20μm ;
鍍液中金剛石濃度:25g/L;
陽極:電解鎳板。
1.2實驗儀器
掛件及5 L燒杯,磁力攪拌加熱器,直流穩壓電源,電流表,JSM-6700F型掃描電鏡。
1.3實驗方法
1.3.1鍍液液流對鋼線上砂形貌的影響
雖然鍍液液流可以通過機械攪拌的方式來改變,但液體的流動速度很難得到精確的控制。為了方便研究,選擇兩種特殊情況作為定性的實驗研究
第一種情況是:上砂的整個過程鍍液處于渦流的狀態。
通過磁力攪拌使鍍液中的金剛石微粉岡」好完全攪拌均勻,并且一直維持這一攪拌速度。鍍液的液流就會一直處于一種渦流的狀態。然后,對已經經過鍍前處理步驟的鋼絲放人鍍液進行上砂,上砂時間為3min。鋼線在鍍液中放置的方式分別為豎直和水平放置,電流密度分別為4A/dm2,8A/ dm2,12A/ dm2。上砂后不對其進行加厚處理,清洗干凈烘干后,直接進行掃描電鏡觀察。
第二種情況是:上砂的整個過程鍍液液流處于幾乎靜止的穩態之中。
因為izai實驗之前已經測得對于10~20μm的金剛石在鍍液中沉降的速度大約為2~3min/cm。那么,通過磁力攪拌,使鍍液中的金剛石微粉完全攪拌均勻,立即停止攪拌,此后都不在進行任何攪拌。在10~ 20 s內鍍液就已經維持在相對平穩的狀態,之后鍍液會一直處于這種穩態之中此時,再將已經經過鍍前處理步驟的鋼絲放人鍍液中進行上砂,上砂時間為3min。只要鋼線的放置深度在液面2cm以下,上砂就不會受到影響〕鋼線在鍍液中放置的方式分別為豎直和水平,電流密度分別為4A/dm2,8A/ dm2,12A/ dm2。上砂后不對其進行加厚處理,清洗于凈烘干后直接進行掃描電鏡觀察。
1.3.2鍍液中鋼線放置方式對上砂形貌的影響
在上述兩種情況卜,研究了水平和豎直兩種不同的放置方式對上砂情況的影響。
水平放置的鋼線在同一深度(液面下10cm處),不同電流密度(電流密度分別為4A/dm2,8A/ dm2,12A/ dm2)情況下,對同種液流情況,不同電流密度之間和兩種液流情況之間進行了對比研究。
對豎直放置的鋼線,研究了在距離鍍液液面深度分別為5 cm ,10 cm ,15 c;m及電流密度為8A/ dm2情況下,同種液流情況,不同深度之間和兩種液流情況之間進行了對比研究。
1.3.3鋼線晃動對上砂形貌的影響
為了研究鋼線的晃動是否對上砂有影響,其他條件選擇為:鋼線水平放置,液流采用上述穩態液流的情況,上砂電流密度選擇8A/ dm2,上砂時間3 min。這樣選擇,為了更有利于減少其他因素的于擾:鋼線晃動由人工手動控制,頻率為30次/min,來回見動幅度為1 cm。
2. 結果分析與討論
2. 1鍍液液流對鋼線上砂形貌的影響
2. 1.1 渦流對水平放置情況下鋼線上砂的影響
圖1為渦流情況下水平放置鋼線在不同電流密度上砂后的掃描電鏡照片。其中圖1a、圖1b、圖1c的電流密度分別為4A/dm2,8A/ dm2,12A/ dm2。可以看出,在第一種情況下,渦流在其中起了很大的作用,不同的電流密度對金剛石上砂量已經起不到明顯的影響,致使電流密度對上砂來說不再是主要因素。這主要是由于金剛石受到渦流沖刷力的影響,沒有一個穩定的液流環境,從而無法最終有效地被電吸附進鍍層之中,造成金剛石上砂非常稀疏,達不到理想的效果。
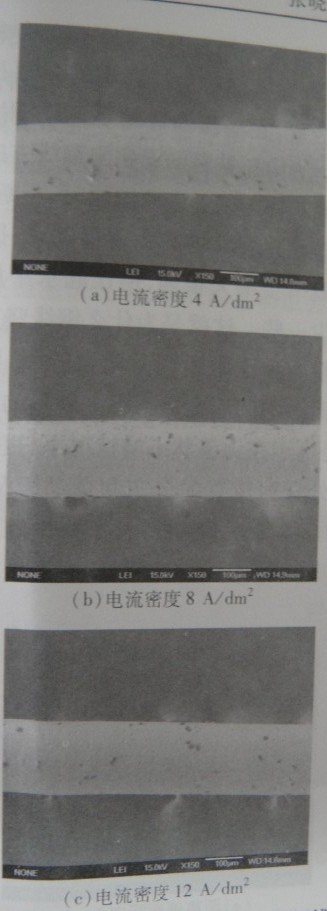
圖1 液流為渦流情況下水平放置鋼線在不同電流密度上砂后的SEM照片
圖2為穩流情況下水平放置的鋼線在同電流密度上砂后的掃描電鏡照片,其中圖2a ,圖2b ,圖2c的電流密度分別為4A/dm2,8A/ dm2,12A/ dm2 且圖2a、圖2b的左圖為鋼線朝上面,右圖為鋼線朝下面,圖2c中上方為鋼線朝上面,下方為鋼線朝下面,由圖2可以看出,在不同的電流密度情況下,所得到的結果基本相似,只是隨著電流密度的不斷增大,鍍層對金剛石包覆的程度會越來越大,有的金剛石甚至會被完全包覆到鍍層里面。而金剛石上砂量只是略微有所增加,這就說明電流密度在一定程度上對提高上砂能力是有限的。在穩流的情況下對于水平放置的鋼線來說可以包覆的程度會越來越大,有的金剛石甚至會被完全包覆到鍍層里面。而金剛石上砂量只是略微有所增加,這就說明電流密度在一定程度上對提高上砂能力是有限的。在穩流的情況下對于水平放置的鋼線來說可以明顯的看到朝上面和朝下面金剛石上砂量不同。朝上面金剛石上砂量幾乎是朝下面的3~5倍,這說明金剛石的重力在整個卜砂過程中起了主導作用。因為在穩流的情況下,鋼線周圍有一個相對穩定的液流環境,金剛石會作非常緩慢并且平穩地下沉到鋼線朝仁的表面,最終在一定的時間內被電吸附進鍍層。所以在鋼線的上表面金剛石會不斷增加以致非常密集。而對下表面來說,由于大多數金剛石受到的浮力與電吸附力的合力小于其所受重力,因此表現為只有少量的金剛石才會被吸附到下表面的鍍層之中。而對比渦流情況下的圖1,并沒有發現上表面和下表面的明顯區別,這就說明液流的沖刷力是在重力、浮力及電吸附力之上的。因此,對于金剛石線鋸上砂過程來說液流將成為一個至關重要的影響因素。

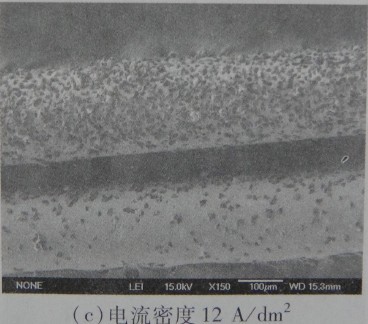
圖2液流為穩流情況下水平放置鋼線在不同電流密度上砂后的SEM照片
2.1.3 渦流對豎直放置情況下鋼線上砂的影響
圖3為渦流情況下放置鋼線在鍍液中不同深度處上砂后的掃描電鏡照片,電流密度為,其中圖3a、圖3b、圖3c距離鍍液液面深度分別為5cm、10cm、15cm。由圖3可以看出,在渦流的情況下,不同深度豎直放置的鋼線不但金剛石上砂量非常稀少而且出現了不均的現象。最重要的一點是金剛石的分布是非常有規律的沿著一條直線的方向,這種現象的出現也充分說明了渦流對鋼線上砂的影響程度是非常顯著的。由于鋼線是豎直放置,液流流過鋼線過程中,朝向鋼線溜過來的面以及它的側面受到沖刷力比較大。而金剛石所受到的重力、浮力以及電吸附力都不能有效的克服鍍液沖刷力的作用,在這種情況下金剛石幾乎不能夠被吸附到鍍層之中,所以在這一表面處基本沒有金剛石存在。而在背對鋼線的一面,由于鋼線的阻擋,液流在其后會比較緩和,相對處于一個較穩定的環境之中,沖刷力能夠被其它作用力克服,因此會有微量的金剛石最終被電吸附到鍍層之中。而排列成為一條有規律的直線,這是因為在這條線的區域內液流都是背對著鋼線沖刷的。
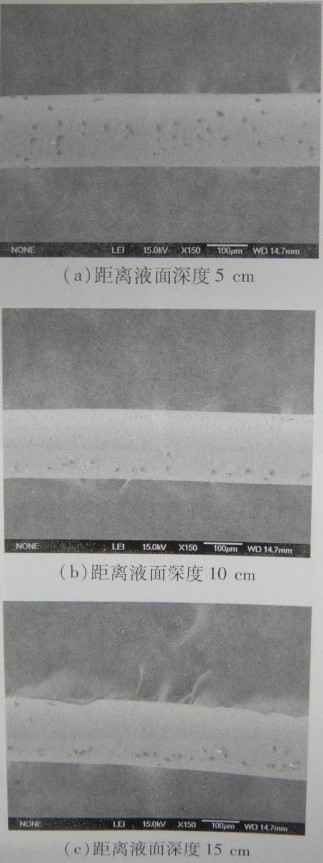
圖3液流為渦流情況下豎直放置鋼線在鍍液中不同深度處上砂后的SEM照片
2. 1.4穩流對豎直放置情況下鋼線上砂的影響
圖4為穩流情況下豎直放置鋼線在鍍液中不同深度處上砂后的掃描電鏡照片,電流密度為8 A/dm,其中圖4a、圖4b、圖4c距離鍍液液面深度分別為5 cm ,10 cm ,15 cm。由圖4可以看出,在穩態的情況下,各個深度的金剛石上砂量都是比較均勻且適中的,而且不會出現水平放置時朝一上面和朝下面分布非常不均勻的現象,這很有利于制造出高品質的金剛石線鋸。由于鋼線豎直放置,在穩流的情況下,電吸附力、重力以及浮力的合力方向還是斜向下朝向鋼線方向。結果會形成大量金剛石接近鋼絲表面的同時,不斷向下滑移,且下滑速度會比在鍍液中自由下落的小,因此鋼線捕捉金剛石的概率會增大很多,但比起水平放置的朝上面來說就會少一些。這就是為什么鋼線豎直放置時金剛石的上砂量會多于水平朝下放置的面,而少于水平朝上放置的面。不同深度金剛石上砂量的密集程度基本相同,這是由于在穩流狀態的情況下,鍍液中的金剛石微粉在所處任何位置的分布和運動情況基本相同,再加之鋼線豎直放置,其周圍各個深度處所捕捉金剛石微粉的概率相同,因此就得到了各深度密集程度差異較小的形貌。
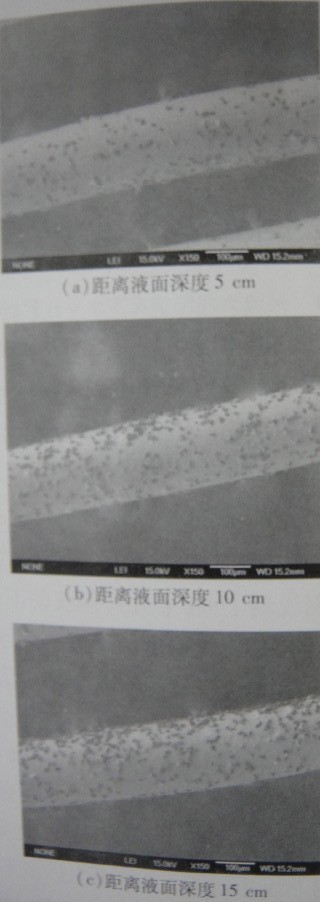
圖4 液流為穩流情況下豎直放置鋼線在鍍液中不同深度處上砂后的SEM照片
2.2 鋼線晃動對上砂形貌的影響
圖5為鋼線水平放置,液流為穩流,電流密度為,鋼線晃動由人工手動控制,頻率為30次/min,來回晃動幅度為1cm的情況下,鋼線上砂后的掃描電鏡照片。圖5中上方的鋼線為水平放置于鍍液中的鋼線超上面,下方的鋼線為水平放置于鍍液中的超下面。可以看出,在穩流情況下,鋼線的晃動也會產生如同渦流一樣的效果,使得金剛石上砂量非常的稀少,且上下面上砂量相差不大。從本質上講,鋼線的晃動相對于鍍液來說是改變了它的流動形式,從而產生沖刷的作用力,沖走了落在鋼線表面的金剛石微粉。
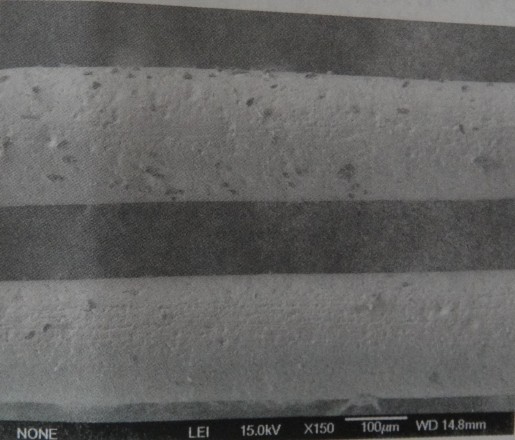
圖5水平放置鋼線在晃動情況下上砂后的SEM照片
3. 結論
通過對渦流和穩流兩種液流情況}:不同電流密度和放置方式的研究得出了以下結論:
(1)在渦流的情況下,無論是不同電流密度下水平放置的鋼線還是不同深度豎直放置的鋼線都會因為受到液流的沖刷力的影響而難以被有效地電吸附進鍍層之中,從而對上砂的過程起到了很大的負面影響。
(2)在穩流的情況下,不同的電流密度對水平放置的鋼線在上砂量上影響不是非常的顯著,但是在包覆深度上隨著電流密度的增大而變深;對于豎直放置的鋼線來說不同深度對上砂量的影響不大.而且堅直放置的一個顯著的優點在于上砂分布非常均勻.上砂量適中,非常有利于高品質金剛石線鋸的生產
(3)鋼線的晃動也會對金剛石線鋸的上砂起到負面的影響,從本質上來說,鋼線的見動可歸結于液流形式的改變。
作者:張曉杰 胡曉陽 程少輝 王維 張迎九
摘自《金剛石與磨料磨具工程》








 豫公網安備41019702003646號
豫公網安備41019702003646號