

 手機資訊
手機資訊 官方微信
官方微信摘要 引言能否獲取高生產率取決于所選用的工具及加工策略。在這個充滿競爭的金屬加工世界,制造商們不斷努力提升他們的生產率,而這項持續的挑戰也意味著需要不斷提高金屬去除率。這一目標需要通過提...
引言能否獲取高生產率取決于所選用的工具及加工策略。在這個充滿競爭的金屬加工世界,制造商們不斷努力提升他們的生產率,而這項持續的挑戰也意味著需要不斷提高金屬去除率。這一目標需要通過提升進給參數,加大切削深度和最大化切削速度來實現。
為了實現這些,我們需采用最前沿的刀具技術,通過恰當的金屬切削工序,實施最高效的加工方式。
在加工環境的各因素中,刀具占據著非常重要的地位。盡管刀具僅占生產總成本的3%,如果通過恰當的選刀將加工效率提高20%,即可有效地節省高達15%的總成本。
如同多米諾骨牌效應,通過提高15-20%的加工性能,可實現生產率的大幅提升,繼而直接推動收益率的提升,并讓企業獲得更大的競爭力。然而,只有通過先進刀具、前沿的數控機床以及智能的CAD/CAM軟件的相互配合,方可實現以上目標。
為實現高生產率選擇正確的金屬切削策略
正確地選取刀具及切削參數可縮短加工周期,并降低單個工件功率消耗。快速金屬去除過程不僅收獲高生產率,還可節省能源。總體而言,刀具切削時間越短,生產率越高,消耗能源越少。同理,如果通過采用先進的CAD/CAM軟件系統獲取最短的刀具路徑,優化切削參數,還可進一步提高生產率。
通過減振的加工解決方案提高生產率
分屑結構設計、高精度、對切削力有效地分配共同提高了刀具性能,結合減振設計及流暢的排屑設計大幅降低功率消耗,同時收獲高生產率。推動低能耗和高金屬去除率的兩大主要因素是螺旋切削刃及不等齒距結構。不等齒距結構的刀具可消除諧波振動,而諧波振動是產生振動的主要因素。在加工中,每當振動或噪音產生時,操作者總是迅速降低切削速度、進給或切削深度等切削參數,而這樣做不利于發揮刀具性能。
伊斯卡作為領軍的刀具制造商,以提高生產率為目標持續創新,不斷研發革新產品。
伊斯卡的防振降噪立銑刀(CHATTERFREE FINISHRED)就是一個很好的案例。該銑刀的特別設計旨在消除銑削加工中的振動,并可同時完成粗銑及精銑加工。銑刀的不等齒距螺旋刃排布消除了造成振動的主要因素--諧波振動,因此收獲了快速金屬切削,并實現了在采用粗加工切削參數的情況下,獲得更高的被加工表面質量。

圖1:防振降噪立銑刀(CHATTERFREE FINISHRED)
防振降噪立銑刀(CHATTERFREE FINISHRED)有整體硬質合金立銑刀及變形金剛立銑刀頭兩種形式(見圖1),特別適用于采用ISO40及BT40刀柄的低功率機床。整體硬質合金立銑刀可實現最大切削深度達2倍直徑的全槽銑。結合了粗加工銑刀及精加工銑刀于一體的整體硬質合金立銑刀,帶4個不等齒距,38°螺旋角,中等長度,大大縮短了加工周期;在高載荷應用中有效減振,在粗加工參數下獲得高的被加工表面質量。

圖2:HELI2000防振降噪銑刀
減振(CHATTERFREE)設計理念還被用于可轉位刀片,實現了在大懸伸的銑削加工應用中減振的目的(見圖2)。新型銑刀片設計有獨特的減振幾何結構,可夾持于HM90 E90AD立銑刀,HM90 F90A面銑刀,HELIMILL套式銑刀或玉米銑刀。銑刀片帶2個非對稱設計的切削刃,可減振并延長刀具壽命。磨制的切削刃及特殊的刃口處理使得銑削的垂直精度更高;與常規刀片相比所需機床功率低10%。銑刀片獨特設計不同的軸向刃傾角有助于排屑。與常規帶偶數有效齒的銑刀相比,此刀具被證實更高效。寬修光刃可收獲高的被加工表面質量,而束魔技術(SUMO TEC)合金牌號,IC380及IC830可迎接斷續加工、重型加工及惡劣的切削條件下的各種挑戰。
激發孔加工生產率
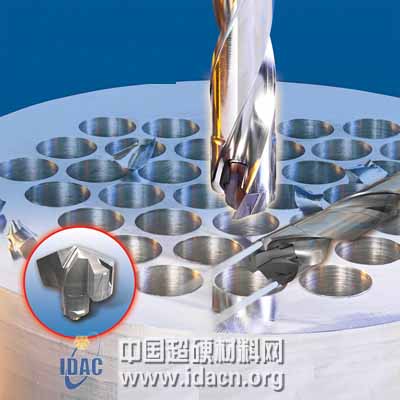
圖3:束魔變色龍鉆(SUMOCHAM)
革新還來自于伊斯卡于十年前研制的變色龍噴水鉆(CHAMFRILLJET)以及最新版的束魔變色龍鉆(SUMOCHAM)(見圖3),此類鉆頭改變了孔加工的概念,為工廠大幅提高生產率做出了貢獻。新設計實現了快換刀頭,鉆桿夾持于主軸即可完成操作;由此沒有停機時間,且刀頭與鉆桿中心線的重復定位精度在±0.001mm內。鉆頭適用于加工各種被加工材料,特別設計的幾何形狀,對切削刃著重設計以實現快速排屑。束魔變色龍鉆(SUMOCHAM)排屑流暢的特點使得鉆深率令人難以置信,加快了鉆削進程, 抬升了生產率水平。鉆頭直徑范圍從6mm到33mm,標準鉆頭直徑按0.1mm遞增。鉆桿鉆徑比從1.5XD到12XD,均可實現快速鉆削。在實際應用中,因鋼質鉆桿韌性佳,故而能避免在剛開始鉆削階段由可能存在的位置偏差導致的彎曲。
為獲得高金屬去除率,較常見的選擇是帶螺旋刃設計的刀具。源于伊斯卡刀片獨特的切削刃及前刀面設計,車刀能以非常高的切削參數(尤其是大進給率)進行加工,同時降低作用于切削刃的切削力更小,切削刃與工件的接觸面積更小,實現減振。刀尖角修光設計使得即便在大進給切削條件下也能獲得高的被加工表面質量,也在許多應用中免除了精加工工序。88°刀尖角設計使得刀尖更強固。通過更換刀墊這樣的簡單操作,即可輕易地把螺旋刃刀片夾持于現有標準ISO車刀桿上。
通過切屑減薄提升銑削生產率
軸向切屑減薄通常與高速加工聯系在一起,但采用夾持帶大圓弧切削刃銑刀片的標準尺寸立銑刀在中速加工機床上也能收獲相同的效果,獲得高的金屬去除率。當裝夾大圓弧切削刃銑刀片在刀體上獲得小的主偏角,在小切深下切屑減薄,可實現更大進給。而“高速加工”這一術語,特別是在加工鋼的應用中,常常指用小直徑刀具以高的主軸轉速及大進給進行小切削深度的加工。盡管是輕切削,以這樣的方式加工可獲得高的金屬去除率,以非常快的速度走完加工路徑。鑒于切屑減薄作用,切屑厚度小于刀具的每齒進給量。這意味著可提高機床工作臺進給,甚至可以超過機床主軸限定值。
被加工材料與銑刀前端刀片的大圓弧接觸所產生的切削力并不僅僅是水平方向的,而是指向沿刀片中心點的軸向。在此情況下,僅有一部分切削力指向X軸及Y軸方向,其余切削力直指Z軸方向,也即指向主軸方向。而在三個軸向中,系統在Z軸的剛性是最佳的。作用于銑刀的側向力減少對應的是使得銑刀撓曲的可能性更小,最終收獲更可靠的加工。

圖4: 雙面螺旋刃大進給銑刀(HELIDO UPFEED H600)
伊斯卡豐富的大進給銑刀產品系列為提升銑削加工生產率兼顧降低功率消耗而特別設計(見圖4)。 此設計提供了高的穩定性,即便是在大懸伸應用中也能以非常大的進給加工。另外,刀片夾持于楔形定位槽使得夾持剛性高。此類銑刀需配備內冷卻通孔,特別是應用于大進給銑削、坡走銑、插銑及螺旋插補銑時。銑刀的軸向切削深度及徑向進給以及主偏角共同決定了切屑厚度。45°主偏角使得切屑細長,加工所消耗的功率僅為方肩銑的70%。
較窄負倒棱和輕度鈍化處理,是應對較惡劣銑削環境時刀片刃口的標準處理方式。但如遇嚴苛的斷續銑削或大型工件的重型加工,必須加大負倒棱。每齒進給應大于刃口處理尺寸以確保刀具在切削工件而不是擠壓工件,并獲得足夠厚的切屑。了解優化切屑控制、使得切屑合理減薄可大幅提高生產率。
總結
通過實施更先進的刀具解決方案,結合恰當的加工策略,采納如前所述的先進加工要素,可贏取更高水平的生產率。
事實上,打開高生產率之門的鑰匙在客戶手中,采納何種技術、采用何種刀具解決方案以及是否選用其非傳統型的加工策略,最終都用戶需要做出選擇。為保持競爭力,希望機械師們改變理念,跳出條條框框,采用最先進的刀具解決方案。
實施高效加工方案將有利于降低切削力,更有效地分配切削力,消除振動,促使排屑更順暢。這將最終實現每工件的最大金屬去除率,外加最小化的能源消耗。








 豫公網安備41019702003646號
豫公網安備41019702003646號