

 手機(jī)資訊
手機(jī)資訊 官方微信
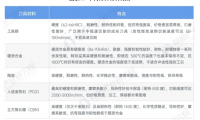
官方微信摘要 摘要:為了實現(xiàn)鈦合金的環(huán)保型干切削,采用微修銳微修整的微細(xì)金剛石砂輪尖端,在硬質(zhì)合金刀具表面加工出深度約155μm,輪廓精度PV值約為7.8μm和尖端半徑約為45.6μm的V槽陣列...
摘要:為了實現(xiàn)鈦合金的環(huán)保型干切削,采用微修銳微修整的微細(xì)金剛石砂輪尖端,在硬質(zhì)合金刀具表面加工出深度約155 μm,輪廓精度PV值約為7.8 μm和尖端半徑約為45.6μm的V槽陣列結(jié)構(gòu),研制出干切削的微結(jié)構(gòu)表面化刀具。硬質(zhì)合金表面的微結(jié)構(gòu)陣列可以再干切削中快速排屑排熱。研究結(jié)果顯示,切削的微結(jié)構(gòu)表面化刀具與傳統(tǒng)平刀相比干切削時沒有加工火花,斷屑,刀具磨損可以降低約14%。而且,在三角刀前刀面上加工出50μm以下的微結(jié)構(gòu)陣列,發(fā)現(xiàn)在鈦合金干切中可降低刀面溫度約120°,降幅約40%,切削力也下降約48%。
關(guān)鍵詞:微磨削,微結(jié)構(gòu)面化刀具,干切削,鈦合金
1. 前言
鈦合金是比強度很高的難加工材料。當(dāng)切削速度超過4 m/s,切削區(qū)溫度快速增高,刀具快速磨損[1]。通常,通過加冷卻液和工具表面鍍膜等方法提高刀具壽命,但是存在環(huán)保不友好、制作效率低等問題。
最近研究發(fā)現(xiàn),在鈦合金濕切削中刀真表面加工出深2.2 μm、間距10μm的微溝槽陣列可以改善加工特性[2]。而且,在銑刀后刀面加工出寬4.5μm,深7.5μm and間距4.5μm的微結(jié)構(gòu)陣列可以較大幅度低減小模具鋼(HRC 37-43)的濕切削力[3]。在鋁合金濕切削時采用寬50μm、深100-200 nm的微結(jié)構(gòu)表面化刀具可以降低前刀面的粘連力,但干切削時卻增加粘連力[4].
目前的微結(jié)構(gòu)表面化刀具主要采用飛秒激光加工、離子束加工、化學(xué)蝕刻加工等方法,但這些方法會帶來加工成本高、效率低、加工精度無法控制、腐蝕液體難處理等問題。
因此,開發(fā)出數(shù)控對磨修整技術(shù),將微細(xì)金剛石砂輪修整成V形尖端,可以在高硬度的硬質(zhì)合金刀具表面加工出高精度的微溝槽,形成微結(jié)構(gòu)表面。探素高精度的微結(jié)構(gòu)表面化刀具在鈦合金干切削的應(yīng)用效果。
2.微結(jié)構(gòu)表面化刀具的微磨削制作方法
圖1為金剛石砂輪微細(xì)尖端制作及干切削應(yīng)用。首先,微細(xì)金剛石砂輪沿著交叉V形數(shù)控軌跡與修整工具對磨,最終逐漸形成V形尖端[5,6]。其修整特點是修整工具的初始形狀可以為任意,修整工藝簡單,控制數(shù)控行走軌跡角度t就可以加工出任意砂輪V形尖端角度,可進(jìn)行柔性修整。然后,在刀具前刀面上加工出微溝槽陣列結(jié)構(gòu),最后用其微結(jié)構(gòu)表面化刀具進(jìn)行鈦合金干車削實驗。
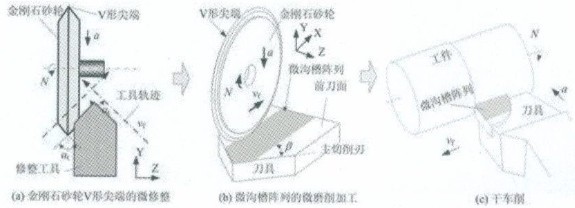
圖1微結(jié)構(gòu)表面化刀具制作及其干切削應(yīng)用
在微結(jié)構(gòu)表面化工具的制作中,采用修整的金剛石砂輪V形尖端在數(shù)控系統(tǒng)中沿著預(yù)先設(shè)計出的行走軌跡對刀具的前刀面進(jìn)行微溝槽陣列加工。微溝槽的深度約為155 μm,輪廓精度PV值約為7.8μm和尖端半徑約為45.6 μm,角度80.25°以及間距400 μm微加工條件如表1所示
表1微磨削條件[6].
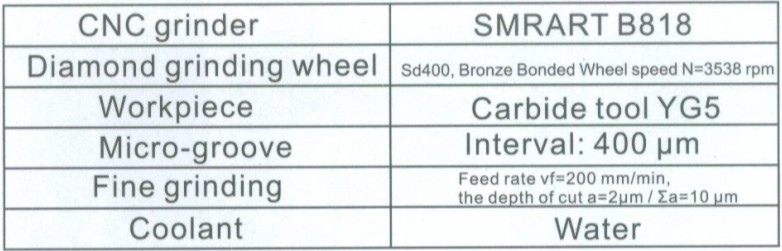
圖3為金剛石砂輪微細(xì)尖端的微磨粒出刃形貌。可以發(fā)現(xiàn),粗修整后會產(chǎn)生磨粒的破碎和脫落。但是,精修整后金剛石砂輪尖端的微磨粒出刃完整且鋒銳[6],可以在微磨削中產(chǎn)生更完整的微結(jié)構(gòu)形貌[5]。因此,微細(xì)金剛石砂輪的V形尖端上的磨粒出刃狀況是實現(xiàn)微結(jié)構(gòu)成型磨削的關(guān)鍵。
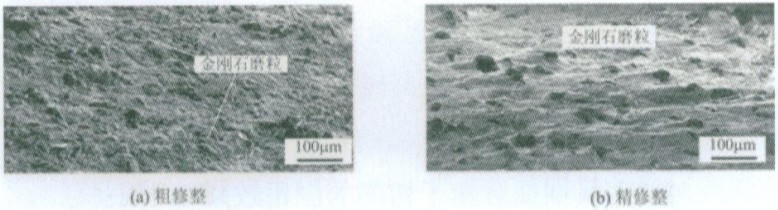
圖3金剛石砂輪微細(xì)尖端修整后的微磨粒出刃形貌
圖4為微磨削加工的微結(jié)構(gòu)化表面特征形貌(SEM)。可以看出,該微磨削技術(shù)可以在硬質(zhì)合金刀具表面加工出完整的微結(jié)構(gòu)化特征形貌。而且,微結(jié)構(gòu)表面光滑,且邊角無毛刺。在鈦合金干切中,僅采用微溝槽結(jié)構(gòu)表面化刀具,但不采用微錐塔結(jié)構(gòu)表面化刀具,這是因為刀具刃邊上的微錐塔結(jié)構(gòu)剛性不好,容易磨損。
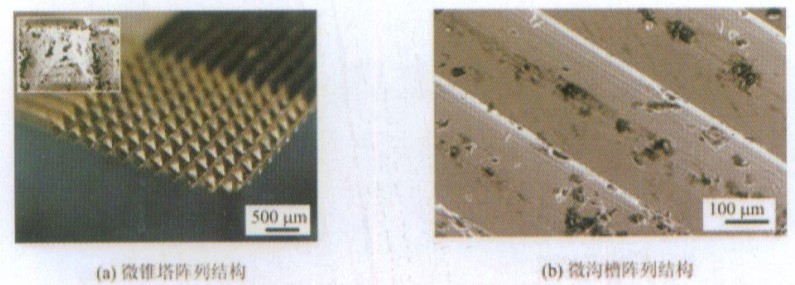
圖4微磨削加工的微結(jié)構(gòu)化表面特征形貌(SEM)
3.鈦合金的干切削性能
在鈦合金(Ti一6A1一4V)干車削實驗中,采用微結(jié)構(gòu)表面化刀具與傳統(tǒng)平面刀具進(jìn)行對比試驗。仔干車削中,刀具的幾何參數(shù)為:前角7°,后角7°,主切削角50°,附切削角50°,刀具傾斜角0°以及刀尖弧半徑0.4mm。其他車削條件如表2所示。
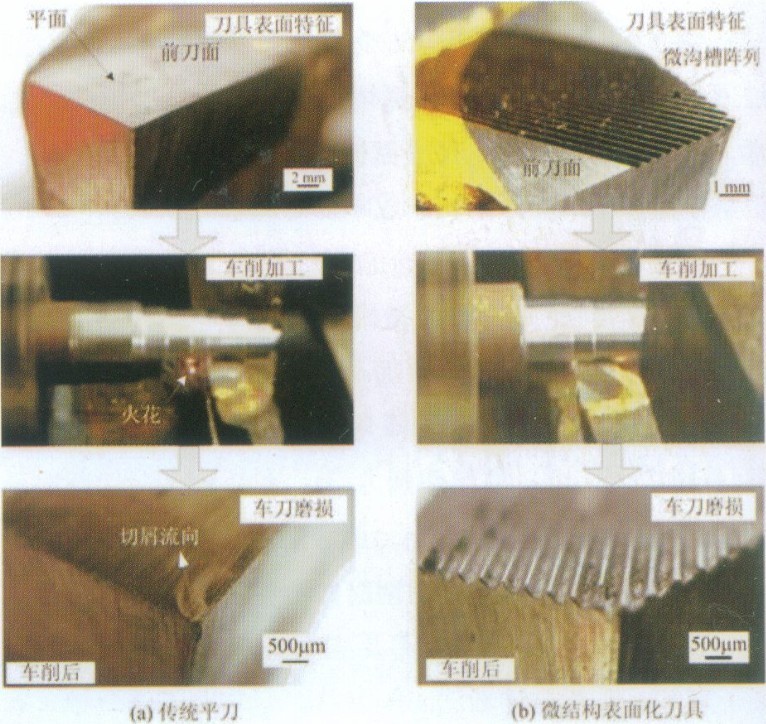
圖5為微磨削制作后的微結(jié)構(gòu)表面化刀具及其實驗對比。可以看到,刀具前刀面的微結(jié)構(gòu)表面化表面可以起到排屑、排熱等功能,在鈦合金干車削中與傳統(tǒng)平面刀具相比,微切削火花,切削連續(xù)性好[6]。其中,主要原因是因為微溝槽陣列方向是沿著切屑流動方向設(shè)計的,可以加快排屑、排熱。
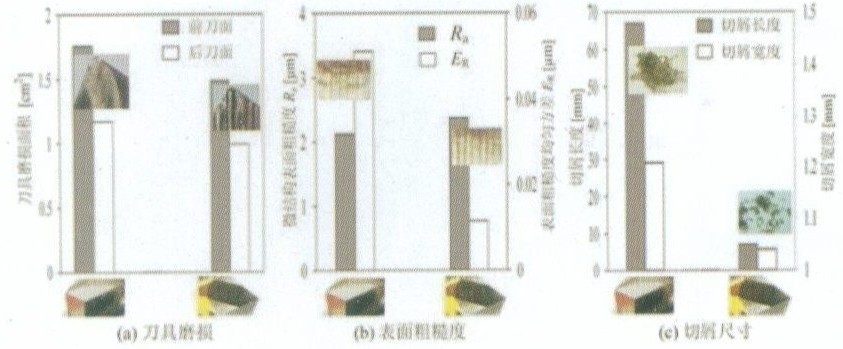
圖6為鈦合金干車削的刀具磨損、表面粗糙度和切削尺寸。可以發(fā)現(xiàn),微結(jié)構(gòu)表面化刀具的前刀面和后刀面刀具磨損與傳統(tǒng)平面刀具都能提高約15%[6]。雖然微結(jié)構(gòu)表面化刀具的表面粗糙度增大,但其表面質(zhì)量均勻性被提高,而且加工表面有較少的顫波紋。此外,切屑長度和寬度分別減少約50%和約80%。這些表明,微結(jié)構(gòu)表面化刀具與傳統(tǒng)平面刀具相比不僅刀具磨損小,而且加工狀態(tài)比較穩(wěn)定。
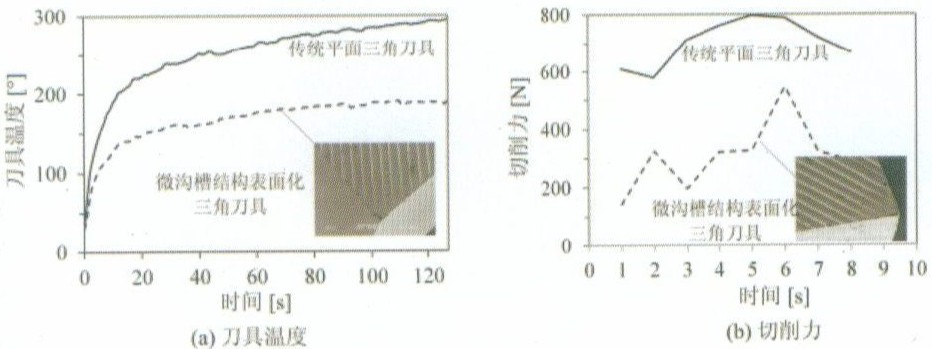
圖7為采用三角刀干車削鈦合金的刀具溫度和切削力。刀具溫度采用熱電偶測溫方法,測量點為前刀面尖端的lmm處。切削力微干切削中的三個分力的合力。可以發(fā)現(xiàn),微結(jié)構(gòu)表面化的三角刀具與傳統(tǒng)平面刀具先比可以降低刀具溫度120°左右,下降了約40%;切削力也可以下降了約48%。
表2鈦合金干切削條件[6]
4結(jié)論
(1).采用微修整技術(shù)可以制作出金剛石砂輪V形端,用于硬質(zhì)合金刀具表面的微結(jié)構(gòu)化陣列成型加工,加工表面光滑,且邊角處沒有毛刺;
(2).刀具前刀面布置有微溝槽結(jié)構(gòu)陣列可以有利于排屑和排熱;
(3).在鈦合金干切削中,微結(jié)構(gòu)表面化刀具與傳統(tǒng)平面刀具相比加工過程中無切削火花且斷屑,刀具磨損可減小約14%;
(4)微結(jié)構(gòu)表面化的三角刀具與傳統(tǒng)平面刀具先比可以使刀具溫度下降了約40%,切削力下降了約48%。
參考文獻(xiàn)略(詳見2012先進(jìn)制造工藝與刀具技術(shù)研討會會刊)
作者簡介:
謝晉 博士 教授 博導(dǎo):華南理工大學(xué)和械與汽車工程學(xué)院
謝晉博士,教授。從事微細(xì)、精密和鏡面微磨削技術(shù)研發(fā),用于光電芯片微制造、微結(jié)構(gòu)表面化刀具研制等。已獲得日本砒粒加工學(xué)會GPB文賞(2004)和廣東省科技進(jìn)步一等獎(2010)。發(fā)表論文近60篇,其中SCI論文19篇。







 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號