

 手機資訊
手機資訊 官方微信
官方微信摘要 全貽智全國量具儀標準化委員會委員王曉飛江蘇省計量測試研究院科技處長目前檢驗數(shù)控機床的定位精度,有些單位采用激光干涉儀。然而,在大多
全貽智 全國量具儀標準化委員會委員 王曉飛 江蘇省計量測試研究院科技處長目前檢驗數(shù)控機床的定位精度,有些單位采用激光干涉儀。然而,在大多數(shù)生產(chǎn)現(xiàn)場環(huán)境條件下,單獨使用激光干涉儀檢驗數(shù)控機床精度,往往不夠準確,例如,在生產(chǎn)現(xiàn)場或用戶現(xiàn)場同一天檢驗同一臺機床,上午9時和下午3時的檢測結果會相差很大。為避免此現(xiàn)象,也有單位采用步距規(guī),特別是高精度步距規(guī)越來越多地被人們所采用。然而,有些用戶認為步距規(guī)太“老舊”了,不如激光干涉儀現(xiàn)代而先進,其實這是很大的誤解。舉例來說,直到今天,世界最高檔的數(shù)控裝備當屬高檔三坐標測量機,如南京齒輪廠在2011年購買的一臺德國萊茲公司生產(chǎn)的規(guī)格為3米的三坐標測量機,德國人就是用規(guī)格1米的步距規(guī)分段進行現(xiàn)場檢驗和校準的。
1、高精度步距規(guī)與激光干涉儀的比較
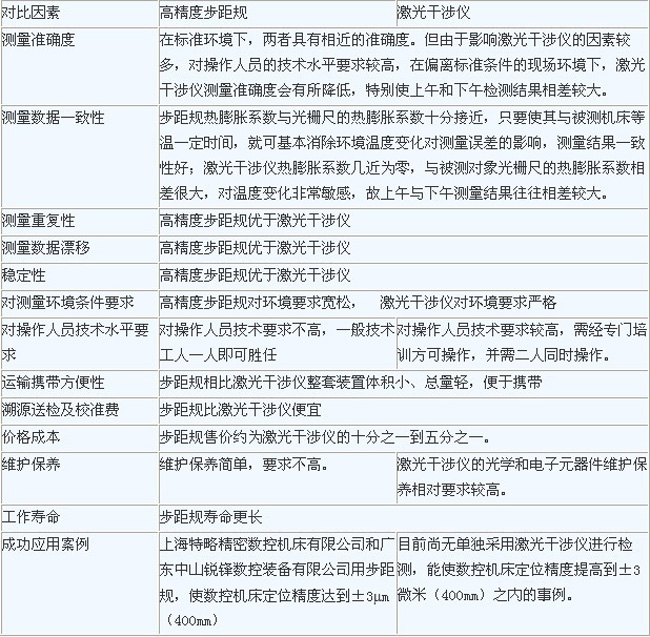
2 、影響激光干涉儀測量準確性的一些因素
(1)當現(xiàn)場的環(huán)境條件偏離標準環(huán)境條件,如氣流擾動、氣溫波動偏離標準要求,或是上午和下午氣溫變化較大,會使前后兩次檢測結果明顯不一致;(2)激光干涉儀檢定周期兩年可能偏長,這期間溫度、濕度等傳感器很可能與上次校準結果出現(xiàn)明顯偏差;(3)有的激光干涉儀用戶,在送檢時只送檢了激光器,而沒有送檢溫度傳感器。或校準激光器時,沒有同時校準溫度傳感器;(4)理論上講,激光干涉儀的帖附式溫度傳感器應貼在機床光柵尺上,但由于光柵尺密封裝在鋁罩殼內,光柵尺的溫度變化總是滯后于實際帖附點(在光柵尺附近的床體上)處的溫度變化。兩處實際溫度之差,將引起測量誤差;(5)現(xiàn)場使用,激光干涉儀一般安裝在三角架上,反射鏡安裝在機床工作臺上。由于工作臺較重,移動中會引起地腳支撐點的微小彈性變形,從而引起床身連同工作臺一起相對于三腳架產(chǎn)生傾斜量變化,此變化量將引起測量誤差,而使用步距規(guī)測量,床身連同工作臺及步距規(guī)一起傾斜,不會引起額外測量誤差。
3、國家標準
《坐標測量機的驗收檢驗和復檢檢驗》國家標準(GB/T 16857.2-2006)和最新國際標準(ISO 10360-2:2009)都強烈推薦用步距規(guī)作為實物長度標準器,用于檢測坐標測量機的幾何精度。當然,步距規(guī)也可以單獨用于現(xiàn)場測量數(shù)控機床定位精度,或先與激光干涉儀進行比對,然后再用經(jīng)校對過的激光干涉儀測量數(shù)控機床定位精度,其測量結果準確度會明顯提高。
4、專家建議
(1)在測量機床的定位精度時,應先用實物長度標準器步距規(guī)對激光干涉儀進行校對,然后再用校對過的激光干涉儀進行檢驗,檢驗的準確度會得到顯著提高。對于在用戶現(xiàn)場調試數(shù)控機床,最好直接使用步距規(guī),配合杠桿千分表和磁力表座逐段進行檢測,然后對機床的定位誤差進行修正,如此,在多數(shù)情況下會高于出廠前的檢測精度,原因是用步距規(guī)的熱膨脹系數(shù)與被測對象十分接近,因溫度變動而引起的測量誤差很小,故檢測準確度更高;
(2)建議用步距規(guī)校對激光干涉儀以提高數(shù)控機床精度(詳見中國工業(yè)報2012年1月9日B1版頭條);
(3)中國計量測試技術研究院專業(yè)從事步距規(guī)和量塊校準的專家黃曉蓉說過:激光干涉儀不宜單獨使用,應與步距規(guī)配合校對后使用;
(4)華東國家測試中心、上海計量測試研究院備有世界最高檔次的激光干涉儀和三坐標測量機,計量專家姜志華總工在進行長度精測時還用步距規(guī)進行校對,每年為許多外資企業(yè)做精測服務,無一例爭議事件發(fā)生。
5、 現(xiàn)場用步距規(guī)校對激光干涉儀的主要步驟
(1)將步距規(guī)提前(至少4小時以上)置于機床工作臺上,使與選定導軌平行(平行度300:0.03即可);(2)將裝有杠杠千分表(分辨力1μm,重復性0.2μm,以下簡稱“表”)的磁力表座吸附在主軸頭架上;(3)調整好激光干涉儀;(4)使表測頭與步距規(guī)零位測量面中心接觸并壓縮約15μm,轉動表盤使指針與表零位線重合,同時使激光干涉儀顯示值清零;(5)從步距規(guī)零位測量面開始檢測:移出表測頭,按選定的長度值(為步距的整數(shù)倍)移動工作臺。移進表測頭回到初始位置,微調工作臺使表針再次與表零位線重合。記錄激光干涉儀的顯示值。反復操作,直至校對完畢;(6)激光干涉儀的顯示值與步距規(guī)實際工作尺寸(經(jīng)法定計量部門校準的長度值)之差,是激光干涉儀的應予修正的誤差。調整激光干涉儀的有關參數(shù)值(如溫度)以修正該誤差;修正時應考慮步距規(guī)的熱膨脹系數(shù),全鋼質量塊的步距規(guī)熱膨脹系數(shù)為11.5*10-6K-1,陶瓷工作量塊和鋼質墊塊且節(jié)距為20mm的步距規(guī)熱膨脹系數(shù)為10.5*10-6K-1。(7)用修正后的激光干涉儀再次進行檢測,以驗證誤差修正效果。激光干涉儀的顯示值與步距規(guī)的工作尺寸,均為還原至標準溫度20℃時應有的數(shù)值。
6、結語
我國高精度步距規(guī)已達世界級水平,桂林安一量具有限公司已能生產(chǎn)具有世界級水平的高精度步距規(guī)。先后有4臺規(guī)格1000mm的高精度步距規(guī),經(jīng)中國計量科學研究院校準,3臺步距規(guī)全程最大誤差分別為0.8μm 、0.6μm和0.8μm;2011年報11月,經(jīng)德國檢測中心DKD-K-44301校準, 全程最大誤差僅為0.46μm。著名的量具量儀供應商日本三豐公司的2010年產(chǎn)品樣本中,規(guī)格1000mm的高精度步距規(guī),允許的極限偏差為±2.5μm。安一公司高精度步距規(guī)優(yōu)于上述指標。
————————————
作者簡介:全貽智,男,全國量具儀標準化委員會委員,前廣西計量測試研究院總工程師
王曉飛,女,全國量具量儀標委會委員,江蘇省計量測試研究院科技處長







 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號