

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201510762882.X申請人:天津津航技術物理研究所發明人:王朋楊坤回長順李偉皓李欣摘要:本發明公開了一種等刀紋間距恒線速度單點金剛石車削方法,包括以下步驟:采用等刀...
申請號:201510762882.X申請人:天津津航技術物理研究所
發明人:王朋 楊坤 回長順 李偉皓 李欣
摘要:本發明公開了一種等刀紋間距恒線速度單點金剛石車削方法,包括以下步驟:采用等刀紋間距方式,以得到預設要求表面粗糙度的加工參數車削紅外材料表面,應用表面微觀形貌測試設備測試各個環帶的表面粗糙度微觀形貌,找出粗糙度最小的環帶,記錄刀紋間距并計算該位置的線速度值Vr,保存該線速度值作為最優線速度值;以得到的最優線速度值Vr為基礎,匹配對應的工件轉速和刀具進給速度,設定在等刀紋間距fr的前提下,以恒線速度Vr切削,計算得到每個環帶的實際加工參數;以計算得到的實際加工參數為依據,由機床代碼轉換程序生成單點金剛石車削程序代碼,在金剛石車床上實施加工。本發明通用性強,易于實現,操作簡單方便。
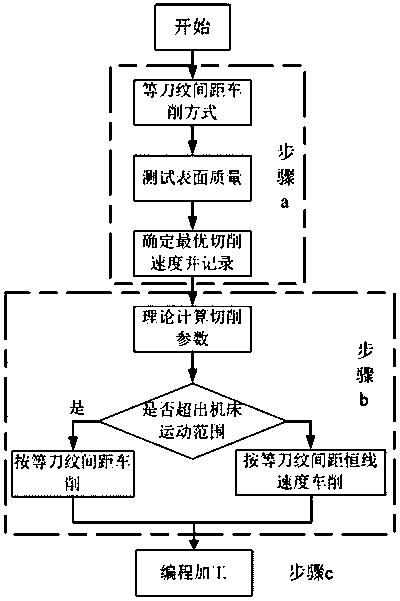
2.如權利要求1所述的等刀紋間距恒線速度單點金剛石車削方法,其特征在于,所述步驟b中,最優線速度值Vr、工件轉速和刀具進給速度之間的關系滿足: V r = V 2 + F 2 , V = ω R 其中,ω為工件轉速,R為環帶半徑,V為R環帶線速度,F為刀具進給速度。進一步地,所采用的表面微觀形貌測試設備為輪廓儀或者白光干涉儀等測試設備。
3.如權利要求2所述的等刀紋間距恒線速度單點金剛石車削方法,其特征在于,所述步驟b中,實際加工參數的計算過程為:以步驟a中得到的最優線速度值Vr為基礎,設置理論計算的邊 界條件為匹配工件轉速和刀具進給速度,得到各個環帶r上的工件轉速ωr 和刀具進給速度Fr為: ω r = V r / f r 2 + r 2 F r = f r V r / f r 2 + r 2 同時,工件的最高轉速ωmax需滿足ωmax≤ωmax0,ωmax0為機床允許的最高轉速ωmax0。











 豫公網安備41019702003646號
豫公網安備41019702003646號