

 手機資訊
手機資訊 官方微信
官方微信摘要 “工欲善其事,必先利其器”,這句古話對切削加工而言,“器”指的是刀具和機床。機床使刀具和工件作必要的相對運動。而刀具則在相對運動中切削工件,它作為利器,既要有好的材料,又要有先進合...
“工欲善其事,必先利其器”,這句古話對切削加工而言,“器”指的是刀具和機床。機床使刀具和工件作必要的相對運動。而刀具則在相對運動中切削工件,它作為利器,既要有好的材料,又要有先進合理的幾何形狀。對車削刀片來說,材料包括基體材料和涂層材料,幾何形狀則和斷屑槽設計密切相關。用戶有的需要著重提高車削鋼的效率、穩定性,有的則需要有較廣闊的通用性,對于刀具制造商而言就應從不同的方向去研發用戶對這些新產品的不同需求,以滿足他們個性化的差異。本期中,通過一些共性問題的剖析,將分別進行闡述。
涂層與刀片
刀片的損傷形式主要分為磨損和破損(崩刃)。涂層硬度高低和厚度直接影響刀片的耐磨性,其韌性則會影響刀片承受沖擊的耐破損性。切削時,刀片表面粘結物的形成和在持續加工時,被強制脫落也會造成磨損和破損。涂層材料在耐熱、耐化學物方面的穩定性越好、被切削材料的親和性越差的情況下,就越不易產生粘結和相應的損傷。涂層的導熱系數也很重要,它是涂層物質在加工時生成切削熱后的導出能力,導熱系數值低,熱導出能力則差,使熱難以傳入刀片,將熱傳給切屑隨之排出,可以減少刀片的熱磨損。
在硬質合金等基體材料表面涂敷數微米硬質物質,可使切削刀具獲得基體材料的韌性,并兼備所涂硬質物質的高硬度。一般涂層厚度不超過刀片厚度的0.2%就可使刀片及刀具的切削性能發生很大的變化和提高。所以涂層刀片及其刀具的應用越來越廣。不同的情況下,通過沉積不同的涂層,可以提高各種條件下的切削效率,延長刀具壽命。現在無涂層的刀片及刀具僅用于某些特殊防粘結的加工與非鐵金屬加工等情況,以及要求低成本的場合。
涂層一般分化學氣相沉積CVD(Chemical Vapor Diposition)和物理氣相沉積PVD(Physical Vapor Diposition)兩種方法。CVD涂層生成的基本原理是在高溫(900-1100℃)爐中,送入含化合物的氣體,使它在被涂物體的表面產生化學反應,而在其表面沉積硬質物質的方法。PVD涂層的生成原理則是利用真空附著,通過離子鍍、濺射、離子混合等物理方法,在較低溫度(100-700℃)條件下,在被涂物體表面沉積硬質物質的方法。
CVD涂層由于處理溫度高,故只能涂在耐高溫的基體材料上。CVD涂層與基體的結合力強,可形成較厚的涂層。通過更換原料氣體,還可以在同一處理爐中,連續涂敷多種物質。故能用于高速、大進給、大切深以及單位時間要求去除材料體積較大的情況下。一般情況下,車削用刀片主要用CVD方法沉積涂層,以提高其切削性能。由于它和基體材料的熱膨脹系數不同,易產生拉伸殘余應力。這對刀片的耐破損性耐疲勞性不利。
再來看看PVD涂層的優點,其可在較低的溫度條件下進行涂敷,因此對基體耐熱性要求低,涂敷時刀刃強度韌性不降低,涂層較薄,涂層膜上產生壓縮殘余應力、耐破損性耐疲勞性也較好。按ISO國際標準,切鋼用的刀片材料標為P、不銹鋼為M、鑄鐵為K、有色金屬為N、耐熱鋼為S、高硬鋼為H。每種材料按其性能成分又分為01,10,20,30,40幾類。號碼越小則越硬,越大越韌。如切鋼用的刀片材料注為:P01,P10.....P40,其余類同。針對不同材料不同切削條件,應用與不同代號相當材料的刀片去加工。
涂層材料與斷屑槽的奇妙組合
本文先介紹三菱公司新開發的高效率、高穩定性車削鋼用的CVD涂層的MC6000系列刀片。其中包括適切硬度較高(相當P10上下)的MC6015涂層;適切中等硬度鋼(相當P20上下)通用性好,兼備一定硬度和韌性的MC6025涂層;適切斷續表面、韌性高的(相當P30-P40)MC6035涂層刀片。
CVD涂層開始只有單層的TiC,TiN等。后有了雙層,甚至多層。之后又出現了包含強韌厚膜,納米結構的多層等。每層各有其相應的功能。圖1是新開發這種先進系列中MC6015涂層結構的剖面圖及各層主要功能。
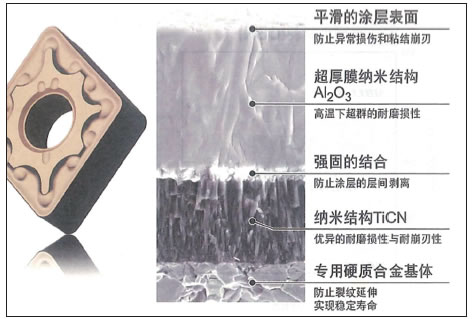
圖1:MC6015 的涂層結構
圖1中可見其最外層是超平滑的涂層表面,粗糙度非常低,在1μ以內。化學穩定性好,能抗粘結,耐磨,能在加工過程中保持正常磨損,實現穩定切削,并能防止粘結引起崩刃等突發損傷。表層下面是Al2O3涂層,這一涂層出現的一個很大的優點如圖2,3所示,它在低溫時硬度相對低,磨損大。在高溫時卻顯示硬度高,磨損相對比其他涂層少。圖3中顯示,高速切削產生高溫時,熱擴散率降低,導熱變難,減少了熱傳量入刀體,使熱量大部分傳入切屑隨之排走,再加上Al2O3還具有優異的抗粘結性能,因此是高速高效切削的理想涂層材料。

圖2:切削速度與后刀面磨損 圖 3:溫度和熱擴散率
MC6000系列各涂層均有Al2O3層,沉積時又對它采用了最新的“厚膜納米結構”和“晶體成長控制技術”(圖4),與以往相比,晶粒細化了,生長又控制在一個方向,可同時提高硬度和韌性,并能與下面的TiCN涂層結合得更緊密(圖5)。Al2O3層下面的TiCN層也是納米結構,沉積時控制使其結晶生長形成強韌的纖維結構(圖4)進一步增強其耐破損能力,使在高速條件下,整體的耐磨耐破損性能進一步得到提升。
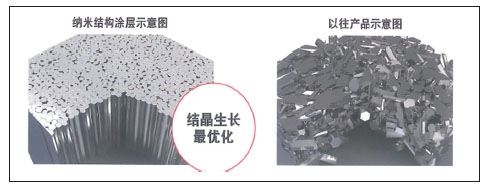
圖4:結晶生長控制在相同方向
MC6025,MC6035 和MC6015相比由圖6可知各層成分基本相同,但每層組織、結構、厚度有所不同,MC6015的Al2O3膜層最厚,硬度最高,可用于切削較硬的鋼材。切削速度可達到300m/min,甚至350m/min 以上。MC6025,MC6035的硬度比MC6015低,韌性則要更高。MC6035的韌性最高,用它可實現強斷續表面的高效穩定加工。
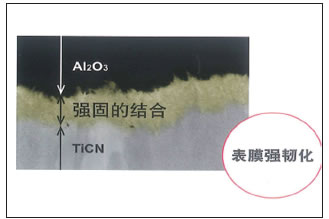
圖5:層間結合力強
如之前所提到,CVD涂層易生成拉伸殘余應力,以往的產品加工時,拉伸應力造成的龜裂,會直接延伸到涂層內部,是造成破損的原因。但先進MC6035的組織結構可成功緩和拉伸應力,分散斷續切削的沖擊,抑制破損(圖7)。通過對多種材料以不同切削速度、切深進行的斷續切削實驗,證明MC6035 的壽命遠超過去的產品。另外本系列涂層刀片還研發了新的基體材料,新基體材料和涂層之間,特別注意使之形成均勻的強韌中間層,也可防止龜裂延伸,提高耐破損性。

圖6:MC6035 和MC6025
車削刀片的性能也與其具體切削部分的幾何形狀的斷屑槽有關。目前斷屑槽結構不僅是槽本身的形狀尺寸,也包括切除導入切屑的刀棱的角度正負、大小、寬度,以及形狀等。斷屑槽的功能不只是斷屑,也關系到實際生成切削力、切削熱的大小高低和加工質量、加工效率、操作是否省力、操作者安全性,能否實現自動化等多個方面。其設計除依據經驗、實驗,還依靠各種計算機輔助技術,以求得最佳的結構形狀尺寸。
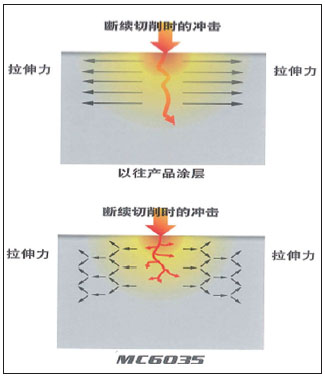
圖7:MC6035 抑制破損機理
為確定一定范圍的切深和進給量所適合的斷屑槽,MP6000系列精確設計并推薦了如下的斷屑槽。如適精加工(ap=0.1-1)的FP,FV斷屑槽。適輕切削(ap=0.2-2)的LP斷屑槽、SH,SV,SA,SW斷屑槽。其中SW帶修光刃可增大進給量,也保證加工表面質量。適中切削(ap=1-4左右)的M類斷屑槽和無代號斷屑槽(ap=1.5-5),其中MW 是中切削的帶修光刃的斷屑槽。適合粗加工(ap=1.5-6)的RP斷屑槽。總計十類斷屑槽。在樣本中具體指明了法后角為“零”的負角刀片和不等于“零”等于5º,7º的正角刀片的各種斷屑槽的剖面形狀。推薦使用的切削條件,寫明適合一般切削還是不穩定的斷續切削。正確選定了刀片材料和斷屑槽后,就可實現在該切削條件下,高效穩定地車削鋼件。以上是本文的第一個研發完成的目標。同時也可以看出,同一種涂層材料選擇不同的斷屑槽,就可以擴大刀片的使用范圍。
可以 “ 開天 ” 亦能 “ 辟地 ”
現實中許多工廠生產品種很多,數量不多,材料硬度各一,有的還有黑皮,工件表面有連續有斷續,有的要求精加工,有的要求半精加工粗加工……這都給刀片的采購、備貨、管理帶來挑戰。
能否有一種通用的材料和斷屑槽呢?這是本文另一個研究開發的目標,即刀片的通用性要廣。這樣就可以減少采購,而在之前需要儲備許多各式各樣的刀片,造成管理不便,成本過高。
理想的刀片是材料和涂層的硬度和韌性都能達到最高,適應任何切削條件的斷屑槽。這樣,只要準備一種刀片,就什么都能加工了,那該多好!
但這似乎難以實現,盡管困難,人們還是不斷朝這個理想的方向努力。如對材料和涂層的微細化、納米化以及控制結晶方向等,既提高硬度耐磨性又提高了韌性耐破損性,這就是朝理想前進了一大步。先進的MC6000系列就比上一代產品通用性有很多擴展, 例如MC6015材質雖然硬,但綜合性能通過納米化等先進技術已經提高,再結合不同的斷屑槽,就擴大了使用范圍。如當它選用LP、SA類斷屑槽、MA 斷屑槽可在連續穩定表面條件下, 分別進行輕、中切削(ap=0.3-4),選用無代號和RP斷屑槽可進行輕斷續表面條件下的中、粗加工(ap=1.5-6)。但是還不夠,因韌性不足,無法進行不穩定重斷續切削。若改用韌性高的MC6035,又無法兼顧到需要耐磨性高的應用范圍。此外斷屑槽所備用的種類還較多,應用尚不方便。
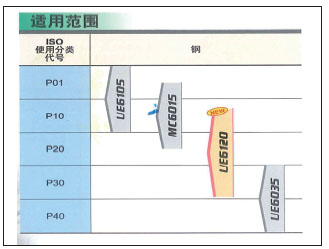
圖8:各涂層材料適用范圍
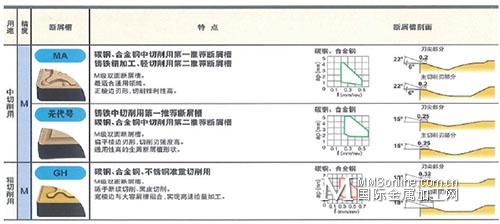
圖9:UE6120 斷屑槽結構形狀及實際應用
UE6120是在通用性較好的UE6020基礎上進行改進后推出的新產品。它的幾層涂層成分、組織、結構大致與過去的系列相同,但各層厚度,具體的組織結構有所不同,更強調了提高韌性,因此韌性耐破損性超過了以往。它只有3種斷屑槽;MA,無代號和GH(圖9)。故也便于選擇。僅用這一種材料,只要改變少數幾種斷屑槽,就可以進行輕切削, 中切削, 粗加工。切削深度ap為0.3mm-6mm。不但可以切鋼、合金鋼,而且可以切削鑄鐵、不銹鋼等,加工材料的范圍也擴大了。強斷續切削、中斷續切削,以及連續切削皆能勝任。根據零件表面斷續程度不同,切削速度也可從175m/min到305m/min。在圖9中,還可以見到各斷屑槽的結構形狀和它們所適應的進給量f和切深ap范圍。為測定UE6120刀片在強斷續切削,中等斷續切削的耐破損性能,用不同的進給量(0.17-0.24mm/rev),不同的沖擊次數(0-3000)進行了試驗,證明性能良好。又對S45C 鋼和SCM440 鉻鉬合金鋼進行連續切削實驗13-20分鐘,測定其后刀面磨損,磨損量均未超過標準磨鈍高度。經廣泛試切汽車工業中的多種零件,證明效果令人滿意。
對車削用刀片的高效穩定性和通用性這兩個研發的方向,三菱公司緊抓不放, 在切鋼方面取得上述成績外, 在切削鑄鐵方面,又新推出了MC5005,MC5015高效穩定刀片系列。由于應用了專利的納米結構和強固結合技術,其性能優于較昂貴的陶瓷材料,切削速度可高達600m/min。
這兩種涂層材料分擔了連續和斷續切削,再配合不同斷屑槽效果更佳。在切削不銹鋼方面,又新推出了MP735通用刀片系列,它采用了新的高鋁技術,非但不會像一般技術因含鋁過多,造成涂層硬度等性能下降,反使之提高。雖僅備兩種斷屑槽,但可切削各類不銹鋼如奧氏體、鐵素體,馬氏體等,也可切削二相系和析出硬化系,可連續、也可斷續加工,可精加工,粗加工,還可以切除黑皮,通用性非常好,商業上被命名為“辟地”涂層刀片和UE6120系列的“開天”涂層相對應。這兩種研發方向及其實際成果給人們不少啟示,值得我們思考學習和應用。








 豫公網安備41019702003646號
豫公網安備41019702003646號