

 手機資訊
手機資訊 官方微信
官方微信摘要 引言:磨削是一種以高速材料去除率獲得較高工件表面光潔度的重要工藝。本研究采用田口實驗法求得AISID3鋼的平面磨削最佳工藝參數。利用臥軸矩臺平面磨床進行實驗操作,L18正交陣列,輸...
引言:
磨削是一種以高速材料去除率獲得較高工件表面光潔度的重要工藝。本研究采用田口實驗法求得AISI D3鋼的平面磨削最佳工藝參數。利用臥軸矩臺平面磨床進行實驗操作,L18正交陣列,輸入變量有砂輪類型、切割深度、工作臺速度、磨粒粒度和漿液密度。實驗結果由S/N比進行優化并經過ANOVA的分析。研究發現CBN砂輪加工可以獲得較高的MRR,Al2O3砂輪可以獲得較好的表面光潔度;切割深度對MRR和表面粗糙度影響最大。
關鍵詞:平面磨削,MRR,表面粗糙度,田口實驗法,磨料
1 文獻綜述
1870年Poole為諾頓公司制造出第一臺大規模精準外圓磨床。根據S Vulc的研究,硬質合金的粗糙度取決于砂輪粒度和切割參數。PV Vinay 研究發現干式磨削要比濕磨削能夠獲得良好的光潔度。
磨削工藝是磨料加工中常見的工藝,金屬去除率和表面光潔度是分別對應數量和質量的重要輸出響應。為實現金屬去除率最大化,需要最大切割深度,最低工作速度和高砂輪速度。離線質量控制的田口實驗法是一種綜合有效的系統,可以減少重復實驗的次數。磨料不僅用于冷卻,還可以增加表面光潔度和MRR并降低工具磨損。本研究利用HSS鉆對不銹鋼SS304進行鉆削加工從而研究其表面粗糙度的優化。在干式、濕式、壓縮氣體條件下利用氧化鋁砂輪對AISI H11鋼進行磨削加工時,發現壓縮氣體加工條件下切割深度的增加和進給速率的降低可以顯著增加材料去除率。表面粗糙度隨速度的增大和磨粒粒度的變化(從G46到G60)而降低。空氣的加入有利于改善加工表面的光潔度。冷卻液對切削力沒有太大必要,但可以降低表面粗糙度。隨著速度的增大,表面粗糙度降低;類似地,當切割深度增大時,表面粗糙度也降低。切屑和粘附是工具磨損的主要原因;切割速度是影響表面光潔度最重要的因素。不同冷卻液的使用可以降低表面粗糙度并提高材料去除率。切割速度是外圓磨削中一個重要的參數。進給速率對表面粗糙度和金屬去除率有著重要影響。工件材料為陶瓷或鋼材質時,提高砂輪速度可以降低切屑平均厚度并增加砂輪的有效硬度,從而實現高效的材料去除率。表面光潔度隨砂輪速度的提高而增大。在磨削碳化硅材質時,影響其表面完整性的參數主要是進給速率、切割深度、磨粒粒度等。對于特定的材料去除率,磨削表面上沿著磨削方向會產生裂紋。材料去除率較高時會發生顫動現象。在限定的材料去除率條件下,SiC砂輪可以用于Si3N4的精準成形磨削以獲得一個較好的表面完整性。和溢流冷卻相比,微量潤滑(MQL)磨削不需要增大磨削力即可實現同等水平的材料去除率。CBN MQL磨削在批量生產工藝中也具有可行性。在表面光潔度方面,氧化鋁砂輪要優越于CBN砂輪。高效能加工需求的不斷增長要求較高的切割速率和進給速率,但同時也帶來了較高的切割溫度,從而降低工具壽命,且工件為硬質耐熱材質時,切割溫度還會影響產品質量。對此,傳統的冷卻方法就不是很有效;而低溫冷卻則可以顯著降低工具磨損率、尺寸誤差和表面粗糙度。
2 實驗
利用臥軸矩臺平面磨床進行實驗操作;利用秒表計算MRR;使用Mitutoyo (SJ-210P)計算表面粗糙度。記錄下每組實驗的MRR和表面光潔度。
2.1 加工裝置
利用Jones Shipman-540平面磨床加工工件,磨床由一個滑鞍、框架和一個立式柱構成;滑鞍包括工作臺;框架包括縱向、橫向、垂直進給用的手持砂輪;立式柱包括一個臥軸和砂輪。磨床驅動為1.5KW的電機。
磨削是一種以高速材料去除率獲得較高工件表面光潔度的重要工藝。本研究采用田口實驗法求得AISI D3鋼的平面磨削最佳工藝參數。利用臥軸矩臺平面磨床進行實驗操作,L18正交陣列,輸入變量有砂輪類型、切割深度、工作臺速度、磨粒粒度和漿液密度。實驗結果由S/N比進行優化并經過ANOVA的分析。研究發現CBN砂輪加工可以獲得較高的MRR,Al2O3砂輪可以獲得較好的表面光潔度;切割深度對MRR和表面粗糙度影響最大。
關鍵詞:平面磨削,MRR,表面粗糙度,田口實驗法,磨料
1 文獻綜述
1870年Poole為諾頓公司制造出第一臺大規模精準外圓磨床。根據S Vulc的研究,硬質合金的粗糙度取決于砂輪粒度和切割參數。PV Vinay 研究發現干式磨削要比濕磨削能夠獲得良好的光潔度。
磨削工藝是磨料加工中常見的工藝,金屬去除率和表面光潔度是分別對應數量和質量的重要輸出響應。為實現金屬去除率最大化,需要最大切割深度,最低工作速度和高砂輪速度。離線質量控制的田口實驗法是一種綜合有效的系統,可以減少重復實驗的次數。磨料不僅用于冷卻,還可以增加表面光潔度和MRR并降低工具磨損。本研究利用HSS鉆對不銹鋼SS304進行鉆削加工從而研究其表面粗糙度的優化。在干式、濕式、壓縮氣體條件下利用氧化鋁砂輪對AISI H11鋼進行磨削加工時,發現壓縮氣體加工條件下切割深度的增加和進給速率的降低可以顯著增加材料去除率。表面粗糙度隨速度的增大和磨粒粒度的變化(從G46到G60)而降低。空氣的加入有利于改善加工表面的光潔度。冷卻液對切削力沒有太大必要,但可以降低表面粗糙度。隨著速度的增大,表面粗糙度降低;類似地,當切割深度增大時,表面粗糙度也降低。切屑和粘附是工具磨損的主要原因;切割速度是影響表面光潔度最重要的因素。不同冷卻液的使用可以降低表面粗糙度并提高材料去除率。切割速度是外圓磨削中一個重要的參數。進給速率對表面粗糙度和金屬去除率有著重要影響。工件材料為陶瓷或鋼材質時,提高砂輪速度可以降低切屑平均厚度并增加砂輪的有效硬度,從而實現高效的材料去除率。表面光潔度隨砂輪速度的提高而增大。在磨削碳化硅材質時,影響其表面完整性的參數主要是進給速率、切割深度、磨粒粒度等。對于特定的材料去除率,磨削表面上沿著磨削方向會產生裂紋。材料去除率較高時會發生顫動現象。在限定的材料去除率條件下,SiC砂輪可以用于Si3N4的精準成形磨削以獲得一個較好的表面完整性。和溢流冷卻相比,微量潤滑(MQL)磨削不需要增大磨削力即可實現同等水平的材料去除率。CBN MQL磨削在批量生產工藝中也具有可行性。在表面光潔度方面,氧化鋁砂輪要優越于CBN砂輪。高效能加工需求的不斷增長要求較高的切割速率和進給速率,但同時也帶來了較高的切割溫度,從而降低工具壽命,且工件為硬質耐熱材質時,切割溫度還會影響產品質量。對此,傳統的冷卻方法就不是很有效;而低溫冷卻則可以顯著降低工具磨損率、尺寸誤差和表面粗糙度。
2 實驗
利用臥軸矩臺平面磨床進行實驗操作;利用秒表計算MRR;使用Mitutoyo (SJ-210P)計算表面粗糙度。記錄下每組實驗的MRR和表面光潔度。
2.1 加工裝置
利用Jones Shipman-540平面磨床加工工件,磨床由一個滑鞍、框架和一個立式柱構成;滑鞍包括工作臺;框架包括縱向、橫向、垂直進給用的手持砂輪;立式柱包括一個臥軸和砂輪。磨床驅動為1.5KW的電機。
圖一:加工裝置

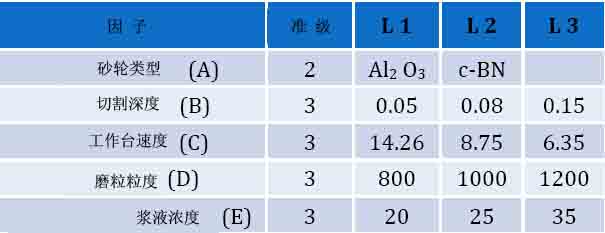
實驗采用CBN砂輪和氧化鋁砂輪,尺寸均為200*20*31.75mm。利用碳化硅粉末制備磨粉漿。20%、25%和35%的粉漿濃度分別對應800、1000和1200的粒度。加工材料為AISI D3鋼,這是一種高碳高鉻工具鋼。加工材料事先切割成65*30*6的矩形狀。
2.2 參數
2.2 參數
表一:參數
2.3 L18正交陣列
本實驗選擇五種不同的工藝參數。L18正交陣列為實驗設計方法之一。
本實驗選擇五種不同的工藝參數。L18正交陣列為實驗設計方法之一。
表二:L18正交陣列

2.4 實驗步驟
用電子秤測得工件的初重;然后利用CBN砂輪、氧化鋁砂輪和磨粉漿將材料加工出預期的深度。總共18組參數不同的實驗。利用秒表計算磨削工件所需的時間。對磨削加工處理后的工件再次進行稱重。利用公式[MRR=(Wb-Wa)/t]求得材料去除率。利用Mitutoyo (SJ-210P)計算加工表面的表面粗糙度。
3 實驗結果和討論
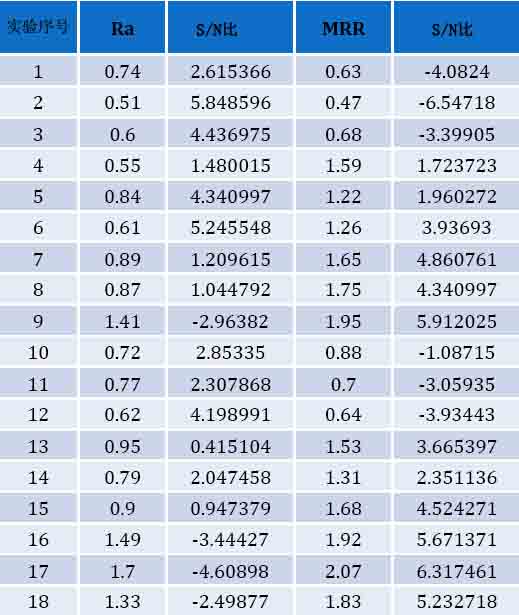
根據田口實驗法推薦的標準程序對實驗結果進行分析。MRR對應的S/N比和表面粗糙度如表三所示。
用電子秤測得工件的初重;然后利用CBN砂輪、氧化鋁砂輪和磨粉漿將材料加工出預期的深度。總共18組參數不同的實驗。利用秒表計算磨削工件所需的時間。對磨削加工處理后的工件再次進行稱重。利用公式[MRR=(Wb-Wa)/t]求得材料去除率。利用Mitutoyo (SJ-210P)計算加工表面的表面粗糙度。
3 實驗結果和討論
根據田口實驗法推薦的標準程序對實驗結果進行分析。MRR對應的S/N比和表面粗糙度如表三所示。
表三:觀察表
3.1 對MRR的影響
實驗觀察到CBN砂輪加工時的材料去除率要比氧化鋁砂輪加工時的材料去除率要大。因此,將CBN砂輪作為磨削工具使用會導致加工表面的快速磨損從而改善MRR。改善程度的計算公式如下所示:
改善程度=
經計算發現使用CBN砂輪可以將材料去除率改善10.98%。
實驗觀察到CBN砂輪加工時的材料去除率要比氧化鋁砂輪加工時的材料去除率要大。因此,將CBN砂輪作為磨削工具使用會導致加工表面的快速磨損從而改善MRR。改善程度的計算公式如下所示:
改善程度=
經計算發現使用CBN砂輪可以將材料去除率改善10.98%。
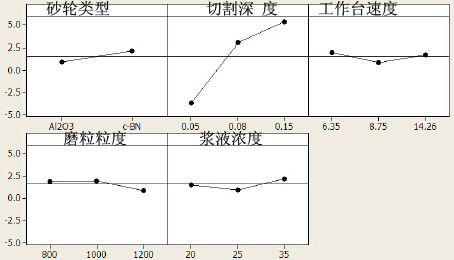
統計圖一:S/N比主效應圖
統計圖二:工具方法主效應圖
統計圖二:工具方法主效應圖

材料去除率隨切割深度增大而增大。MRR隨磨粒粗糙度增大而增大。磨粒粒度越大,材料去除率就越大。當漿液濃度為35%時材料去除率較高;如果濃度降低至25%和20%,材料去除率則降低。
3.2 對表面粗糙度的影響
3.2 對表面粗糙度的影響
統計圖三:S/N比主效應圖 統計圖四:工具手段平均值圖(表面粗糙度)

使用氧化鋁砂輪要比CBN砂輪能改善材料去除率24.19%。表面粗糙度隨切割深度增大而增大。工作臺速度為14.26mm/sec時表面粗糙度較高。磨粒粗糙度越大,表面粗糙度就越大,從而影響表面質量。漿液濃度為20%和25%時,表面光潔度最佳。濃度大于這兩個比例時,表面粗糙度則變大。
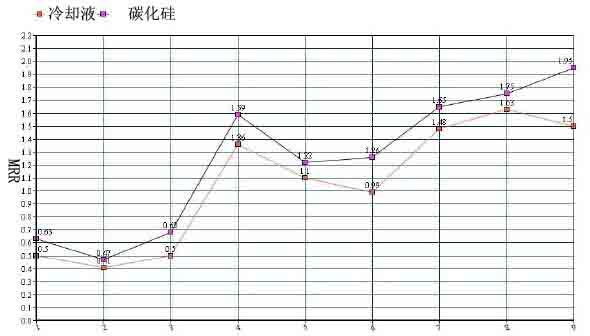
3.3 磨粒輔助/冷卻液輔助磨削的對比
為對比磨粒輔助磨削和冷卻液輔助磨削,研究采用氧化鋁砂輪和SS 5200冷卻液進行9組實驗操作。
3.3 磨粒輔助/冷卻液輔助磨削的對比
為對比磨粒輔助磨削和冷卻液輔助磨削,研究采用氧化鋁砂輪和SS 5200冷卻液進行9組實驗操作。
表四:百分率對比
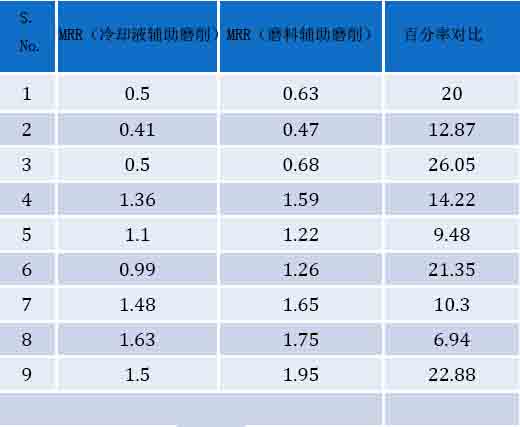
從中可以觀察到,當使用碳化硅粉漿替代冷卻液時,MRR平均增長了16%。
統計圖五:MRR對比
3.4 變量分析(ANOVA)
利用ANOVA預測不同工藝參數對性能特征的影響比例,每個因子的影響比例如表5所示。
利用ANOVA預測不同工藝參數對性能特征的影響比例,每個因子的影響比例如表5所示。
表五:ANOVA(MRR)

分析完上述數據發現,切割深度的影響比例為91.40%,是材料去除率最大的影響因子。
表六:ANOVA(表面粗糙度)

切割深度參數在AISI D3鋼磨削工藝中對表面質量的影響程度為64.02%。砂輪類型、磨粒粒度和漿液濃度都是顯著因子,而工作臺速度則為非顯著因子。
4 結論
切割深度是表面粗糙度和材料去除率的顯著影響因子,影響程度分別為63.91和95.84。
使用CBN砂輪、磨粒粒度為800、漿液濃度為35%,切割深度為0.15切工作臺速度為8.75mm/sec時,材料去除率達到最大。
使用氧化鋁砂輪、切割深度0.05mm、工作臺速度8.75mm/sec、磨粒粒度為1200切漿液濃度為25%時,表面粗糙度達到最佳實驗數據。
氧化鋁砂輪和CBN砂輪相比,使用CBN砂輪可以是MRR改善10.98%;而使用氧化鋁砂輪則使表面質量改善24.19%。
采用氧化鋁砂輪磨削時,磨粒輔助磨削工藝要比普通冷卻液輔助磨削能夠改善MRR16%。(編譯:中國超硬材料網)
4 結論
切割深度是表面粗糙度和材料去除率的顯著影響因子,影響程度分別為63.91和95.84。
使用CBN砂輪、磨粒粒度為800、漿液濃度為35%,切割深度為0.15切工作臺速度為8.75mm/sec時,材料去除率達到最大。
使用氧化鋁砂輪、切割深度0.05mm、工作臺速度8.75mm/sec、磨粒粒度為1200切漿液濃度為25%時,表面粗糙度達到最佳實驗數據。
氧化鋁砂輪和CBN砂輪相比,使用CBN砂輪可以是MRR改善10.98%;而使用氧化鋁砂輪則使表面質量改善24.19%。
采用氧化鋁砂輪磨削時,磨粒輔助磨削工藝要比普通冷卻液輔助磨削能夠改善MRR16%。(編譯:中國超硬材料網)








 豫公網安備41019702003646號
豫公網安備41019702003646號