

 手機資訊
手機資訊 官方微信
官方微信摘要 引言磨削是利用磨粒進行材料去除的一種加工工藝,通過砂輪旋轉,磨粒與工件接觸并充當切割工具的作用,從而起到磨削作用。外圓磨削加工中,工件圍繞固定軸旋轉,加工表面與旋轉軸同軸。
引言
磨削是利用磨粒進行材料去除的一種加工工藝,通過砂輪旋轉,磨粒與工件接觸并充當切割工具的作用,從而起到磨削作用。外圓磨削加工中,工件圍繞固定軸旋轉,加工表面與旋轉軸同軸。
外圓磨床制造工藝自工業革命時期就有所發展。1830年Jonathan bridges 和James Wheaton制造出第一臺現代外圓磨床。1876年Joseph brown研制出帶有砂輪的車床并獲得專利。1925年Norton改善了外圓機床實現了更高轉速和更精確的磨削公差。將CNC和PC集成同一個動力系統進一步深化了機械制造控制工藝,大大節省了人工操作。兩個平面從相對方向移動接觸,加工操作更加流暢。Krabacher研究了材料去除率和表面粗糙度等加工參數,發現材料去除率降低時工件表面質量就會得到改善。Heaker and Liang預測表面粗糙度主要跟磨削過程的切屑厚度有關。Vickers taff研究了工件表面粗糙度與砂輪進給速度和砂輪磨損的關系。Rama Chandran 利用回歸分析法和數學模型研究了進給和切割深度對砂輪磨損及表面光潔度的影響。但外圓磨削附件對工件表面粗糙度的影響卻鮮有研究,尚未見報道。
本研究對外圓磨削基本概念和外圓磨削附件制造進行了介紹,還有回歸分析法;并研究了磨削參數對濕加工、干加工條件下的表面粗糙度的影響。
外圓磨削的基本概念
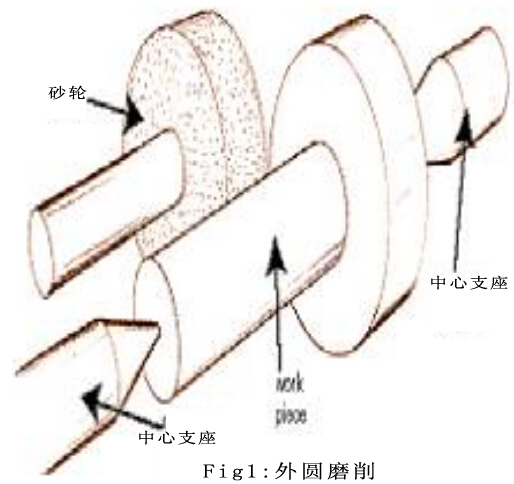
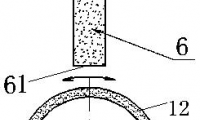
外圓磨床的基本組件包括砂輪架、橫滑板、輪軸頭架、和尾座。砂輪架將驅動電機和主軸連接;橫滑板能夠使砂輪架從工件移動到盡頭;輪軸頭架對工件確定位置、夾持。尾座用來夾持工件的另一端,如圖一所示。
磨削是利用磨粒進行材料去除的一種加工工藝,通過砂輪旋轉,磨粒與工件接觸并充當切割工具的作用,從而起到磨削作用。外圓磨削加工中,工件圍繞固定軸旋轉,加工表面與旋轉軸同軸。
外圓磨床制造工藝自工業革命時期就有所發展。1830年Jonathan bridges 和James Wheaton制造出第一臺現代外圓磨床。1876年Joseph brown研制出帶有砂輪的車床并獲得專利。1925年Norton改善了外圓機床實現了更高轉速和更精確的磨削公差。將CNC和PC集成同一個動力系統進一步深化了機械制造控制工藝,大大節省了人工操作。兩個平面從相對方向移動接觸,加工操作更加流暢。Krabacher研究了材料去除率和表面粗糙度等加工參數,發現材料去除率降低時工件表面質量就會得到改善。Heaker and Liang預測表面粗糙度主要跟磨削過程的切屑厚度有關。Vickers taff研究了工件表面粗糙度與砂輪進給速度和砂輪磨損的關系。Rama Chandran 利用回歸分析法和數學模型研究了進給和切割深度對砂輪磨損及表面光潔度的影響。但外圓磨削附件對工件表面粗糙度的影響卻鮮有研究,尚未見報道。
本研究對外圓磨削基本概念和外圓磨削附件制造進行了介紹,還有回歸分析法;并研究了磨削參數對濕加工、干加工條件下的表面粗糙度的影響。
外圓磨削的基本概念
外圓磨床的基本組件包括砂輪架、橫滑板、輪軸頭架、和尾座。砂輪架將驅動電機和主軸連接;橫滑板能夠使砂輪架從工件移動到盡頭;輪軸頭架對工件確定位置、夾持。尾座用來夾持工件的另一端,如圖一所示。

附件制造中用到的組件有:發動機、砂輪、固定臺、柄軸、軸承、皮帶輪和傳送帶。
發動機:
發動機是一種能夠把其它形式的能轉化為機械能的機器,包括內燃機和電動機等;電動機是將電能轉化為機械能,AC電機則能實現機械能和交流電能相互轉換。本實驗使用的是AC電機,用于砂輪旋轉,如圖三所示。0.5 H.P,2800 RPM,3相,0.37 KW, 0.75 AMPS. 440伏。

本實驗采用剛玉砂輪,如圖四所示;Carborundum Universal公司生產、剛玉磨料、直徑200 mm、厚度20 mm、孔徑31.75mm、最大速度3150 Rpm。
固定臺:
本實驗采用12”×6”的MS臺,將刀架從車床上移走之后裝置上固定臺,固定臺對整個附件承重,用于移動砂輪和發動機。
桿柄:
本實驗的附件采用兩種柄軸:固定柄軸,直徑76 mm,內孔徑40 mm;旋轉柄軸,直徑17 mm。如圖五所示。
發動機通過傳送帶和皮帶輪帶動柄軸旋轉從而帶動砂輪旋轉;利用球軸承將旋轉柄軸裝配在固定柄軸內。利用釬焊將固定柄軸焊接在固定臺上;球軸承裝配在固定柄軸內部用于旋轉柄軸的移動,然后再將砂輪固定在旋轉柄軸上。
本實驗采用12”×6”的MS臺,將刀架從車床上移走之后裝置上固定臺,固定臺對整個附件承重,用于移動砂輪和發動機。
桿柄:
本實驗的附件采用兩種柄軸:固定柄軸,直徑76 mm,內孔徑40 mm;旋轉柄軸,直徑17 mm。如圖五所示。
發動機通過傳送帶和皮帶輪帶動柄軸旋轉從而帶動砂輪旋轉;利用球軸承將旋轉柄軸裝配在固定柄軸內。利用釬焊將固定柄軸焊接在固定臺上;球軸承裝配在固定柄軸內部用于旋轉柄軸的移動,然后再將砂輪固定在旋轉柄軸上。

軸承:
本實驗的附件采用兩種類型的軸承:球軸承和止推軸承。
球軸承是將球滾珠裝配在內鋼圈和外鋼圈的中間以承受較大載荷的一種滾動軸承;通過兩個軌道將負載傳遞到鋼珠上,其中一個軌道為固定軌道,另一個軌道可以轉動從而帶動鋼珠滾動;主要用于減小轉動摩擦,提供徑向負載和軸向負載。由于鋼珠間接觸面較小,所以球軸承的負載容量就小;但可以允許內外軌道間存在一定未對準誤差。由于鋼珠制造成本低廉,球軸承在滾動軸承系列中是比較便宜的一種。
止推軸承一般是由兩個止推墊片或更多止推墊片和若干滾動體組成,能夠承受較大的軸向負荷。外直徑40 mm,內直徑17 mm。如圖六、七所示。
本實驗的附件采用兩種類型的軸承:球軸承和止推軸承。
球軸承是將球滾珠裝配在內鋼圈和外鋼圈的中間以承受較大載荷的一種滾動軸承;通過兩個軌道將負載傳遞到鋼珠上,其中一個軌道為固定軌道,另一個軌道可以轉動從而帶動鋼珠滾動;主要用于減小轉動摩擦,提供徑向負載和軸向負載。由于鋼珠間接觸面較小,所以球軸承的負載容量就小;但可以允許內外軌道間存在一定未對準誤差。由于鋼珠制造成本低廉,球軸承在滾動軸承系列中是比較便宜的一種。
止推軸承一般是由兩個止推墊片或更多止推墊片和若干滾動體組成,能夠承受較大的軸向負荷。外直徑40 mm,內直徑17 mm。如圖六、七所示。


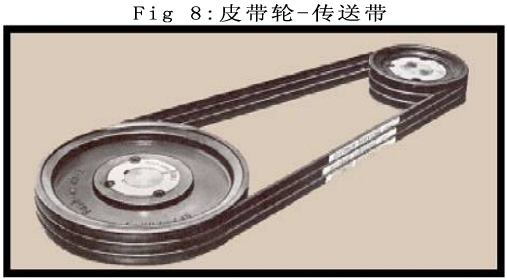
皮帶輪-傳送帶系統通常由一條傳送帶和兩個或者兩個以上的皮帶輪組成,它能夠利用旋轉軸輸出機械動力、扭轉力和速度。不同直徑大小的皮帶輪還可以實現優越的機械效益。傳送帶與鏈傳動驅動類似,但傳送帶更加平滑,僅需通過皮帶間距的調整就可以實現機械效益,無需調整鏈齒輪比等。圖八為實驗附件中用到的皮帶輪-傳送帶。
1. 在固定臺上鉆孔,并將發動機固定。
2. 利用準線將固定柄軸置放在車床的中心高度位置,該高度位置由方棒保持。
3. 將固定柄軸和固定臺跟方棒焊接在一起。
4. 利用球軸承將轉動柄軸嵌入固定柄軸(如圖九所示)。
5. 利用塑料鑲套將砂輪緊夾在旋轉柄軸上。
6. 將法蘭盤放置在砂輪兩邊防止砂輪從柄軸上滑脫。
7. 將用于砂輪自由運動的止推軸承裝配在旋轉軸上。
8. 旋轉柄軸上裝配的組件順序依次為:止推軸承、法蘭盤、砂輪、法蘭盤、螺母。
9. 安裝皮帶輪。
10. 安裝傳送帶(如圖10所示)。
11. 將車床上的刀架拆卸,然后將裝配好的以上組件固定在車床的橫滑板上(如圖11、12、13所示)。





回歸分析
回歸分析包括建模、變量分析(一個因變量和多個自變量的關系)等多種方法,它可以幫助我們理解當其中一個自變量變化而其他自變量保持不變時,因變量的具體值是如何改變的。
磨削工藝和參數
本實驗中用到的外圓磨削工藝采用橫向研磨,干磨和濕磨。濕磨所用切削液為水基乳液,組份為90%水、5%切削油、2%硝酸鈉、2%乳液和1%純堿。
設計矩陣
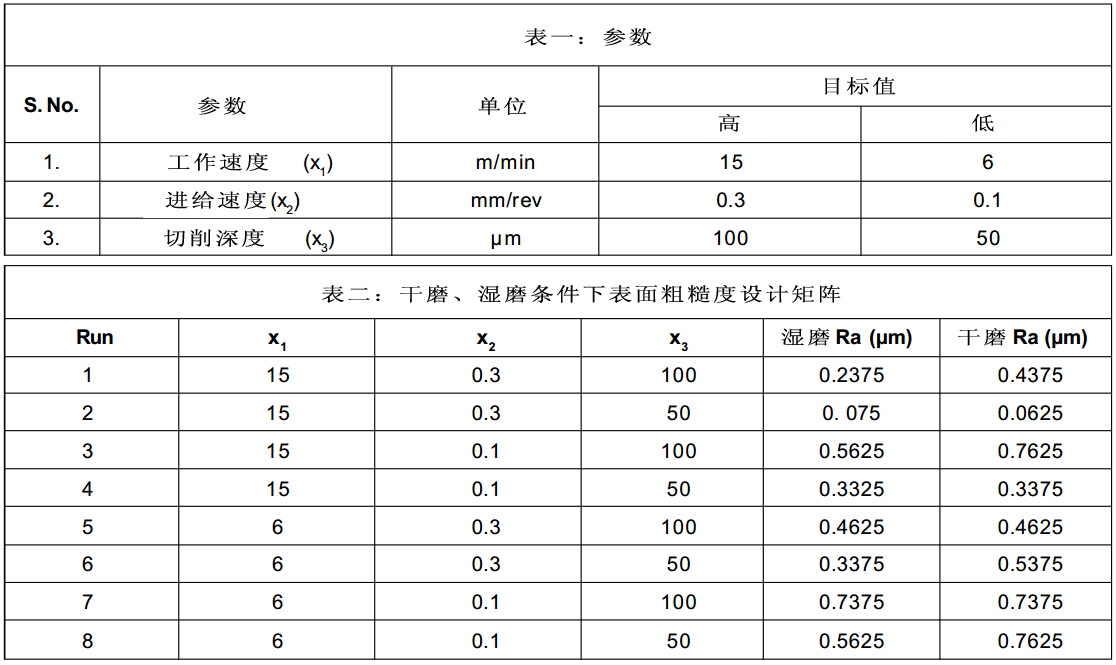
工件旋轉速度和砂輪的軸向運動也叫做橫向進給速度,連同切削深度一起都是本研究所用到的參數。表一為這些參數的不同值。
實驗采用兩級全因子設計矩陣,表二為干磨、濕磨輸入參數所求得的表面粗糙度(Ra)。
磨削工藝和參數
本實驗中用到的外圓磨削工藝采用橫向研磨,干磨和濕磨。濕磨所用切削液為水基乳液,組份為90%水、5%切削油、2%硝酸鈉、2%乳液和1%純堿。
設計矩陣
工件旋轉速度和砂輪的軸向運動也叫做橫向進給速度,連同切削深度一起都是本研究所用到的參數。表一為這些參數的不同值。
實驗采用兩級全因子設計矩陣,表二為干磨、濕磨輸入參數所求得的表面粗糙度(Ra)。
對以上數值進行回歸分析,用耶特算法進行變量分析(ANOVA)。最終回歸公式如表三所示。

利用回歸分析法,在干磨、濕磨條件下求得了理想表面精磨的最佳輸入參數。車床外圓磨削工藝實現了低成本制造。干磨條件下最佳參數值為:工作速度15m/min,進給速度0.3mm/rev,切削深度50μm。濕磨條件下最佳參數值為:工作速度15m/min,進給速度0.1mm/rev,切削深度50μm。(編譯:中國超硬材料網)







 豫公網安備41019702003646號
豫公網安備41019702003646號