

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 王子瑜,茹永浩(河南工業(yè)大學(xué)材料科學(xué)與工程學(xué)院,鄭州45001)摘要:基于外圓磨削與內(nèi)圓磨削的實(shí)際過程,分析了磨粒的最大切入深度與砂輪、工件之間的影響關(guān)系。并通過幾何關(guān)系對(duì)磨粒的最...
摘要:基于外圓磨削與內(nèi)圓磨削的實(shí)際過程,分析了磨粒的最大切入深度與砂輪、工件之間的影響關(guān)系。并通過幾何關(guān)系對(duì)磨粒的最大切入深度進(jìn)行公式推導(dǎo),得出最大切入深度 g 的理論計(jì)算公式,并分析得出最大切入深度 g 的影響因素及其重要的指導(dǎo)意義。推導(dǎo)結(jié)果表明:磨粒的最大切入深度與工件的線速度、砂輪線速度、連續(xù)切刃間隔、砂輪直徑、比磨除率等有著密切關(guān)系。在實(shí)際工廠生產(chǎn)中有重要意義。
關(guān)鍵詞:最大切入深度;外圓磨削;連續(xù)切刃間隔
0. 前言
磨削時(shí),磨床上相應(yīng)的機(jī)構(gòu)控制著砂輪,使它與工件接觸,逐漸切除工件與砂輪相互干涉的部分,形成被磨表面。影響磨削加工過程的因素有很多,為了實(shí)現(xiàn)在磨削中的最優(yōu)控制,就需要研究磨削加工過程中的輸入?yún)?shù)和輸出參數(shù)之間的相互關(guān)系,也就是研究磨削加工過程的基本規(guī)律。
表征的參數(shù)有很多,在此主要研究的是磨削幾何參數(shù)。磨削幾何學(xué)參數(shù)主要包括連續(xù)切刃間隔、磨粒的最大切入深度和切屑弧長(砂輪接觸弧長)。其中磨粒的最大切入深度對(duì)磨削加工有著重要意義,在此僅進(jìn)行最大切入深度的研究。
1. 切削的尺寸
在磨削過程中,作為切削的最小單元——磨粒,以高速運(yùn)動(dòng)和本身的形狀對(duì)工件進(jìn)行干涉,其結(jié)果是在工件表面劃出形狀尺寸各異的或相互錯(cuò)開或相互重疊的許多微小刻痕,由于這些刻痕深度不一,所以未變形磨屑的厚度和大小不同。
磨削時(shí)的未變形磨屑形狀可以看作圖1—1所示的曲邊三角形魚狀體【1】。未變形磨屑厚度對(duì)磨削過程有著較大的影響,它不僅影響著磨屑與磨粒之間的接觸面積和作用在整個(gè)磨粒上的力,也影響到比磨削能(單位剪切能)的大小及磨削區(qū)的溫度,從而造成砂輪的磨損以及對(duì)加工表面完整性的影響。本文將給出最大切入深度的理論公式推導(dǎo)過程,這是實(shí)驗(yàn)及生產(chǎn)過程中數(shù)據(jù)處理的基礎(chǔ)。
關(guān)鍵詞:最大切入深度;外圓磨削;連續(xù)切刃間隔
0. 前言
磨削時(shí),磨床上相應(yīng)的機(jī)構(gòu)控制著砂輪,使它與工件接觸,逐漸切除工件與砂輪相互干涉的部分,形成被磨表面。影響磨削加工過程的因素有很多,為了實(shí)現(xiàn)在磨削中的最優(yōu)控制,就需要研究磨削加工過程中的輸入?yún)?shù)和輸出參數(shù)之間的相互關(guān)系,也就是研究磨削加工過程的基本規(guī)律。
表征的參數(shù)有很多,在此主要研究的是磨削幾何參數(shù)。磨削幾何學(xué)參數(shù)主要包括連續(xù)切刃間隔、磨粒的最大切入深度和切屑弧長(砂輪接觸弧長)。其中磨粒的最大切入深度對(duì)磨削加工有著重要意義,在此僅進(jìn)行最大切入深度的研究。
1. 切削的尺寸
在磨削過程中,作為切削的最小單元——磨粒,以高速運(yùn)動(dòng)和本身的形狀對(duì)工件進(jìn)行干涉,其結(jié)果是在工件表面劃出形狀尺寸各異的或相互錯(cuò)開或相互重疊的許多微小刻痕,由于這些刻痕深度不一,所以未變形磨屑的厚度和大小不同。
磨削時(shí)的未變形磨屑形狀可以看作圖1—1所示的曲邊三角形魚狀體【1】。未變形磨屑厚度對(duì)磨削過程有著較大的影響,它不僅影響著磨屑與磨粒之間的接觸面積和作用在整個(gè)磨粒上的力,也影響到比磨削能(單位剪切能)的大小及磨削區(qū)的溫度,從而造成砂輪的磨損以及對(duì)加工表面完整性的影響。本文將給出最大切入深度的理論公式推導(dǎo)過程,這是實(shí)驗(yàn)及生產(chǎn)過程中數(shù)據(jù)處理的基礎(chǔ)。

圖1—1 磨削時(shí)未變形磨屑形狀
2.磨粒最大切入深度與其他因素的關(guān)系
由圖2—1可見單顆粒最大切入深度g的大小對(duì)磨削加工的力和熱有著直接的影響,進(jìn)而影響著工件的加工質(zhì)量、砂輪的耐用度、磨削效率以及比磨削能的消耗。
由圖2—1可見單顆粒最大切入深度g的大小對(duì)磨削加工的力和熱有著直接的影響,進(jìn)而影響著工件的加工質(zhì)量、砂輪的耐用度、磨削效率以及比磨削能的消耗。
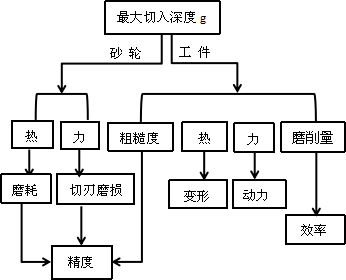
圖2—1 磨粒最大切入深度與其他因素的關(guān)系
本文以外圓磨削為例,對(duì)磨粒的切入深度進(jìn)行幾何分析,圖2為外圓切入磨削的示意圖。假設(shè)在磨削過程中,磨屑未發(fā)生變形,則其理想狀態(tài)下的形狀近似于一個(gè)細(xì)長的三角棱錐,即為圖中陰影部分所示。

圖2-2 磨粒的最大切入深度
該圖中,CA是砂輪表面上一個(gè)切刃磨削過的痕跡,CB是該切刃后的連續(xù)切刃的軌跡。CA和CB兩條軌跡線所包圍的部分CAB即作為未變形磨屑被切除。從未變形磨屑的形狀來看,磨粒的各個(gè)瞬間切入深度均不相同。深度從0開始逐漸增大,在達(dá)到最大切入深度——AH后又急劇減小。砂輪在回轉(zhuǎn)的同時(shí),工件以一定速度回轉(zhuǎn),磨粒在工件上的軌跡近似是一條擺線。砂輪外周圓弧與此曲線近似,我們假定認(rèn)為這兩條曲線相等,則磨粒的最大切入深度g為
 (式2-1)
(式2-1) 連續(xù)切刃間隔為a ,則
 (式2-2)
(式2-2)由圖中幾何關(guān)系可知:
 (式2-3)
(式2-3)  (式2-4)
(式2-4) 由于α、β都很小,則求解方程組(式2-3)得:

內(nèi)圓磨削時(shí)上式中的1/dw為負(fù)號(hào);平圓磨削時(shí)1/dw為0。因此,綜合外圓、內(nèi)圓和平面磨削方式,其單顆磨粒的最大切入深度g為【3】:
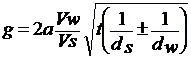
(砂輪轉(zhuǎn)速Vs;工件速度Vw; 前一個(gè)有小磨粒的切削軌跡CA;后一個(gè)有小磨粒的切削軌跡CB;未變形切屑CAB;未變形切屑CAB的最大厚度AH;砂輪速度和工件速度的夾角θ;磨粒與工件干涉時(shí)砂輪和工件轉(zhuǎn)過的圓心角分別是α、β;砂輪與工件的干涉深度t。)
3.磨粒的最大切入深度的指導(dǎo)意義
ⅰ 當(dāng)VW增大,VS減少時(shí),g將增大。單顆磨粒的切削力也增大,對(duì)于軟砂輪而言,會(huì)引起磨粒脫落加快,或?qū)τ谟采拜唩碚f,則會(huì)加快磨粒的鈍化速度,從而使磨具的壽命減少。
ⅱ 最大切屑厚度與連續(xù)切刃間隔a成正比。粒度粗而硬度低的砂輪其a值較大,g也就較大。
ⅲ 砂輪和工件的尺寸也影響著g的大小,當(dāng)使用小直徑的砂輪磨削大直徑的工件時(shí), g將變大
ⅳ 當(dāng)磨削參數(shù)相同時(shí)g將依內(nèi)圓,平面,外圓的順序變大磨削效率提高
ⅴ g與成正比,即與比磨除率()有相同的變化趨勢,但隨著t的增大,g和比磨除率Z′都會(huì)增大,但增大速率不同,Z′快速增長,而g的增幅較小。這為在成型磨削中保持砂輪地表形態(tài)和保持較高的磨除率提供了指導(dǎo)方向。緩進(jìn)給磨削工藝就是在此基礎(chǔ)上開發(fā)出來的。
比磨除率Z′——砂輪的單位寬度在單位時(shí)間內(nèi)磨除的工件材料體積。
4. 結(jié)論及展望
本文在全面總結(jié)國內(nèi)外的相關(guān)文獻(xiàn)的基礎(chǔ)上,針對(duì)磨削中磨粒的最大切入深度作出了詳細(xì)的推導(dǎo)過程,并對(duì)推導(dǎo)出公式進(jìn)行了分析,體現(xiàn)了該公式在生產(chǎn)過程中的重要意義。如果要很好的控制磨粒在磨削過程中的最大切入深度,最直接的方法就是改變砂輪和工件的線速度來達(dá)到目的。但同時(shí)要注意的是軟砂輪在提高轉(zhuǎn)速后,磨粒脫落會(huì)更快,消耗的也就更快。另外要注意的是當(dāng)切入深度較小,砂輪線速度較大時(shí),未變形磨屑厚度減薄,磨削力變化趨勢減弱,磨削力小、在磨削溫度耦合作用下,導(dǎo)致工件表面粗糙度值減小。因此,在高速下可以適當(dāng)加大磨削深度,提高磨削效率。綜上,在實(shí)際的生產(chǎn)過程中,要充分調(diào)節(jié)好各個(gè)磨削的幾何參數(shù)才能達(dá)到最好的磨削效果和磨削效率。
參考文獻(xiàn)
【1】沈琳燕 高速外圓磨削機(jī)理的仿真與實(shí)驗(yàn)研究. 東華大學(xué),2010.1[D]
【2】William Andrew,Principles of Modern Grinding Technology,2009,89-91[M]
【3】王德泉 砂輪特性與磨削加工【M】.北京中國標(biāo)準(zhǔn)出版社,2001[M]
【4】張強(qiáng),龐靜珠等 外圓磨削力測試方法及高速磨削特性研究.組合機(jī)床與自動(dòng)化加工技術(shù).2012.9第9期[D]
致謝
首先我要感謝我的任課老師栗政新教授,栗老師淵博的知識(shí)、嚴(yán)謹(jǐn)?shù)慕虒W(xué)態(tài)度、活躍的學(xué)術(shù)思維、積極進(jìn)取的人生態(tài)度和誨人不倦的長者風(fēng)度,無不使我備受啟迪,終身難忘,這將會(huì)成為我人生旅途上一筆重要的精神財(cái)富。在此向栗老師致以深深的謝意,感謝老師的諄諄教導(dǎo)。
作者簡介
王子瑜,(1993—),河南焦作人,河南工業(yè)大學(xué)材料科學(xué)與工程學(xué)院,在校大四學(xué)生。主修材料科學(xué)與工程專業(yè)(超硬材料及制品方向)。
E-mail:15637181893@163.com
茹永浩,(1992—),河南三門峽人,河南工業(yè)大學(xué)材料科學(xué)與工程學(xué)院,在校大四學(xué)生。主修材料科學(xué)與工程專業(yè)(超硬材料及制品方向)。
E-mail:13213118872@163.com








 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)