

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信
摘要 對電鍍金剛石線鋸鋸切微晶玻璃的工藝參數(shù)進(jìn)行了試驗(yàn)優(yōu)化研究。設(shè)計(jì)了3因素4水平的正交試驗(yàn),分析了工件進(jìn)給速度、鋸絲線速度和氣缸壓力對切片表面粗糙度和鋸切效率的影響,獲得了基于降低表面粗糙度和提高鋸切效率的鋸切工藝參數(shù)。在本試驗(yàn)范圍內(nèi),優(yōu)化的工藝參數(shù)為:工件進(jìn)給速度0.75mm/min、鋸切線速度1.7m/s,氣缸壓強(qiáng)0.26MPa。
自從微晶玻璃出現(xiàn)以后,在短短的二三十年時間里,就廣泛應(yīng)用于電子、化工、生物醫(yī)學(xué)、機(jī)械工程、軍事和建筑等領(lǐng)域。微晶玻璃的加工越來越受到重視,由于微晶玻璃硬度高、韌性小、導(dǎo)熱性差,加工點(diǎn)附近的溫度容易上升,刀具的磨損較大,這決定了切割微晶玻璃的刀具不同于金屬加工,不能采用硬質(zhì)合金或高速鋼或其他金屬加工用的刀具,微晶玻璃一般采用金剛石刀具進(jìn)行機(jī)械加工,這樣就可以避免玻璃開裂或崩角等現(xiàn)象,還可以提高加工效率。
固結(jié)磨料金剛石線鋸[1-2]是指通過采用某種技術(shù)或工藝方法將高硬度、高耐磨性的金剛石磨粒牢固地固結(jié)在鋼絲基體表面上而制成的一種切割工具[3],非常適合加工微晶玻璃。固結(jié)磨料金剛石線鋸具有切縫窄、鋸切效率高、切片質(zhì)量好、對環(huán)境污染小、能加工大直徑工件和超硬材料等優(yōu)點(diǎn)[4],在硬脆材料的加工方面得到了較為廣泛的應(yīng)用[5]。綜上所述,固結(jié)磨料金剛石線鋸是目前比較適合微晶玻璃等脆硬材料的切割工具。我們采用電鍍金剛石線鋸切割微晶玻璃,研究鋸絲線速度、材料進(jìn)給速度、鋸絲張力與表面粗糙度和鋸切效率的關(guān)系,分析影響切割表面質(zhì)量的因素,為提高表面質(zhì)量和鋸切效率確定最優(yōu)化的工藝參數(shù)。
1 試驗(yàn)原理與設(shè)備
采用XD-170型金剛石線旋轉(zhuǎn)點(diǎn)切割機(jī),實(shí)物如圖1所示。鋸絲運(yùn)動方式為往復(fù)式,X,Y軸移動平臺由雙直線導(dǎo)軌支撐,精密絲杠/步進(jìn)電機(jī)驅(qū)動,單片機(jī)控制,進(jìn)給速度可無級調(diào)節(jié),在0.025~18mm/min之間可精確控制切割厚度。X軸移動平臺上裝有十安夾具,可實(shí)現(xiàn)對棒料的夾持。本次試驗(yàn)使用的是橫截面為正方形的棒料,切割阻力不隨切割深度變化而變化,使切割面面形一致,從而實(shí)現(xiàn)被切材料的平整度、平行度能夠達(dá)到所需的技術(shù)指標(biāo)。

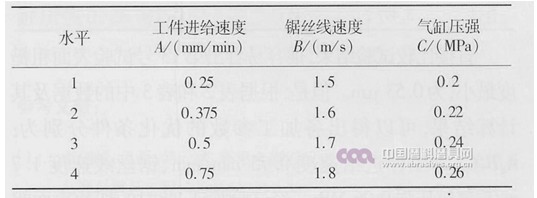
使用電鍍金剛石鋸絲切割微晶玻璃,鋸絲直徑為0.5mm,電鍍金剛石顆粒的平均直徑為30~40μm,工件進(jìn)給速度范圍為0.25~0.75mm/min,鋸絲線速度為1.5~1.8m/s,氣缸壓強(qiáng)為0.2~0.26MPa。切割材料為鋰鋁硅系微晶玻璃,該系列玻璃具有良好的耐熱性和零膨脹的特性,硬度高,但是韌性小。
實(shí)驗(yàn)采用德國MAHR公司生產(chǎn)的S3P表面粗糙度測量儀,如圖2所示。能測量下列三個參數(shù)任意一個:Ra,Rmax,Rz,且可選擇相互替換。可以在水平,垂直或倒置位置上進(jìn)行測量,其測量范圍為Ra0.02~25μm。

2 正交試驗(yàn)設(shè)計(jì)及結(jié)果
影響切片質(zhì)量和鋸絲壽命的鋸切工藝參數(shù)有鋸絲線速度、鋸絲張緊力和工件進(jìn)給速度等因素。為了提高鋸切效率和切片質(zhì)量,有必要對鋸切工藝參數(shù)優(yōu)化,為此,設(shè)計(jì)了一組正交試驗(yàn)。試驗(yàn)時,改變張緊支持輪的氣缸壓力,從而改變鋸絲上的張緊力。通過控制箱上的調(diào)速裝置來控制電機(jī)轉(zhuǎn)速,可得到不同的鋸切速度(即鋸絲線速度)。由X軸移動平臺的調(diào)速器來控制工件的進(jìn)給速度。
影響因素:鋸切速度、鋸絲張緊力和工件進(jìn)給速度,每個因素取四個水平,因素水平表見表1。粗糙度測量方法采用垂直切削紋路,沿進(jìn)給方向依次測量三次取平均值的方法,確定微晶玻璃切片最終的粗糙度值。鋸切工藝參數(shù)優(yōu)化正交試驗(yàn)計(jì)劃及試驗(yàn)結(jié)果見表2。

3 試驗(yàn)結(jié)果分析
3.1 表面粗糙度正交試驗(yàn)分析
對表面粗糙度的方差分析結(jié)果見表3。可見,工件進(jìn)給速度對切片表面粗糙度值的影響最大。各加工參數(shù)對切片表面粗糙度的影響主次順序依次為:工件進(jìn)給速度,鋸絲線速度,氣缸壓強(qiáng)。

直接比較試驗(yàn)結(jié)果,很容易看出第13號試驗(yàn)表面粗糙度最小,為0.53μm。但是,根據(jù)表2和表3中的數(shù)據(jù)及其計(jì)算結(jié)果,可以得出各加工參數(shù)的優(yōu)化條件分別為:A4B3C4即工件進(jìn)給速度0.75mm/min、鋸絲線速度1.7m/s,氣缸壓強(qiáng)0.26Mpa。經(jīng)試驗(yàn)驗(yàn)證,此時的切片表面粗糙度為0.51μm,為最佳結(jié)果。切片表面形貌如圖3所示。

3.2 不同加工參數(shù)對表面粗糙度的影響
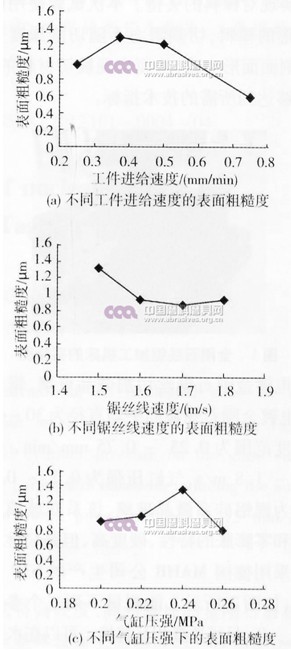
圖4為不同加工參數(shù)下的表面粗糙度均值圖。如圖4a所示,在其他參數(shù)相同的條件下,隨工件進(jìn)給速度增大,粗糙度有小幅上升后急劇下降。主要原因是:工件進(jìn)給速度增加,導(dǎo)致鋸絲振動加劇,表面粗糙度值有所增加。當(dāng)進(jìn)給速度繼續(xù)增加時,由于鋸絲與工件之間的作用力增大,從而增大了磨料與加工表面的擠壓、劃擦等,鋸絲變形也隨之加大,導(dǎo)致表面粗糙度值降低[6]。
如圖4b所示,隨鋸切絲速度提高,表面粗糙度值短暫下降之后基本保持平穩(wěn)。因?yàn)榫€速度增加使得單個磨粒的未變形切屑厚度減小,從而表面粗糙度值減小。當(dāng)鋸絲線速度進(jìn)一步增加時,并不能明顯減小表面粗糙度值,其原因主要是,線速度增大,使得鋸絲與工件之間的沖擊力增大,系統(tǒng)振動加劇,從而破壞了鋸絲相對工件的正確位置[6]。
如圖4c所示,氣缸壓強(qiáng)值的大小主要反映了鋸絲的張緊力的大小。張緊力越大,鋸絲的振動頻率隨之增大,導(dǎo)致切片表面的紋路增加,表面粗糙度值上升。但是當(dāng)張緊力達(dá)到一度閾值,振動會減小,切片粗糙度會得到改善。
3.3 鋸切效率的試驗(yàn)分析
由表4鋸切效率的方差分析可以看出:工件進(jìn)給速度對鋸切效率的影響最大。其他加工參數(shù)對鋸切效率的影響很小,可忽略不計(jì)。所以只要保證進(jìn)給速度在工藝允許的范圍內(nèi)最大,就可以得到較高的鋸切效率。從提高表面粗糙度和鋸切效率的角度考慮,提高工件進(jìn)給速度是最有效的方法。可以直接選取上述優(yōu)化條件A4B3C4。
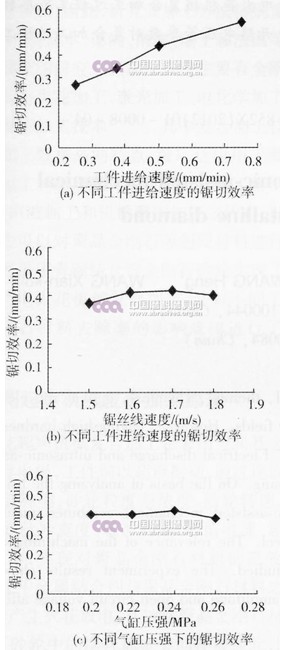
圖5為不同工藝參數(shù)下鋸切效率的均值圖。如圖5所示,隨工件進(jìn)給速度增加,鋸切效率增加。鋸絲線速度和氣缸壓強(qiáng)對鋸切效率幾乎沒有影響,與試驗(yàn)分析結(jié)果一致。原因在于:平均單顆磨粒的去除量是不變的,當(dāng)工件進(jìn)給速度增加時,總的去除量是增加的。而鋸絲線速度和氣缸壓強(qiáng)增加時并不能增加總的去除量,所以鋸切效率主要受工件進(jìn)給速度影響。
4 結(jié)論
在電鍍金剛石線鋸切割機(jī)床上,對微晶玻璃進(jìn)行了鋸切試驗(yàn),用正交試驗(yàn)方法對鋸切工藝參數(shù)進(jìn)行了優(yōu)化。結(jié)論如下:
(1) 工作進(jìn)給速度對表面粗糙度和鋸切效率影響最大,提高工件進(jìn)給速度有助于降低表面粗糙度值,提高鋸切效率。
(2) 鋸絲線速度和氣缸壓強(qiáng)對于鋸切效率幾乎沒有影響。
(3) 鋸切微晶玻璃時,為保證較高的鋸切效率和最佳表面粗糙度,在本試驗(yàn)范圍內(nèi),最佳工藝參數(shù)為:工件進(jìn)給速度0.75mm/min、鋸絲線速度1.7m/s,氣缸壓強(qiáng)0.26Mpa.
參考文獻(xiàn):
[1] 孟劍峰,孟磊,韓云鵬。環(huán)形金剛石線鋸加工參數(shù)優(yōu)化[J]。金剛石與磨料磨具工程,2008(5):35-38.
[2] 趙禮剛.金剛石線鋸切割半導(dǎo)體陶瓷的機(jī)理與工藝研究[D].南京:南京航空航天大學(xué),2010.
[3] 高偉,劉迎.環(huán)形電鍍金剛石線鋸鋸切工藝參數(shù)優(yōu)化[J].金剛石與磨料磨具工程,2005(6):54-55.
[4] 高偉,竇百香,劉偉.固結(jié)磨料金剛石線鋸制造方法和切割形式的研究進(jìn)展[J].金剛石與磨料磨具工程,2008(5):30-34.
[5]ZHAO L G,ZUO D W,SUN Y L,et al.The analysis on the Stability of Diamind Wire Saw Cutting Process of the Silicon[J].Key Engineeting Material,2009,407-408:684-689.
[6] 沈兆俠,陳榮發(fā),孫玉利,等.金剛石線鋸切割對砷化鎵切片表面質(zhì)量的影響[J].揚(yáng)州大學(xué)學(xué)報(bào),2010,13(2):33-36.
作者簡介
楊楊,男,1986年生,南京航空航天大學(xué)碩士研究生,研究方向:精密加工。








 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號