

 手機資訊
手機資訊 官方微信
官方微信摘要 申請人:湖南大學發明人:陳根余;殷赳;周聰;戴厚富;王彥懿;熊彪申請人地址:湖南省長沙市岳麓區麓山南路麓山門
申請人: 湖南大學
發明人: 陳根余; 殷赳; 周聰; 戴厚富; 王彥懿; 熊彪
申請人地址: 湖南省長沙市岳麓區麓山南路麓山門
摘要: 本發明通過脈沖激光燒蝕磨粒有序排列的金剛石砂輪,使金剛石磨粒頂角由原來的大于90°變為小于90°,從而改變傳統的金剛石磨具負前角磨削方式,使磨削過程中參與磨削的磨粒變為正前角加工。與傳統磨削(即負前角磨削)相比,本專利發明的正前角金剛石砂輪在磨削時不需要經過劃擦、耕犁、切削三個過程,而是直接進入切削過程,改變了傳統的磨削加工模式。金剛石砂輪正前角磨削硬脆材料時,法向磨削力小于切向磨削力,且正前角磨削時的法向和切向磨削力都比負前角磨削時小,從而有效降低硬脆材料磨削后的微裂紋、殘余應力、相變、位錯、波紋等表面/亞表面損傷,可以大大提高材料表面完整性。
發明人: 陳根余; 殷赳; 周聰; 戴厚富; 王彥懿; 熊彪
申請人地址: 湖南省長沙市岳麓區麓山南路麓山門
摘要: 本發明通過脈沖激光燒蝕磨粒有序排列的金剛石砂輪,使金剛石磨粒頂角由原來的大于90°變為小于90°,從而改變傳統的金剛石磨具負前角磨削方式,使磨削過程中參與磨削的磨粒變為正前角加工。與傳統磨削(即負前角磨削)相比,本專利發明的正前角金剛石砂輪在磨削時不需要經過劃擦、耕犁、切削三個過程,而是直接進入切削過程,改變了傳統的磨削加工模式。金剛石砂輪正前角磨削硬脆材料時,法向磨削力小于切向磨削力,且正前角磨削時的法向和切向磨削力都比負前角磨削時小,從而有效降低硬脆材料磨削后的微裂紋、殘余應力、相變、位錯、波紋等表面/亞表面損傷,可以大大提高材料表面完整性。
主權利要求:
1.一種基于脈沖激光加工的新型正前角金剛石磨具制造方法,其特征在于:步驟1:采用釬焊的方式制作磨粒有序排列的金剛石砂輪,其中,砂輪目數為25#,磨粒選擇截角八面體的金剛石磨粒,砂輪制造過程中確保金剛石磨粒頂面A平行于金剛石磨粒所在位置的砂輪切面,且金剛石磨粒頂面A金剛石磨粒頂面A與金剛石磨粒右側面B的交線c和金剛石磨粒頂面A與金剛石磨粒左側面B的交線d與砂輪軸線L平行;
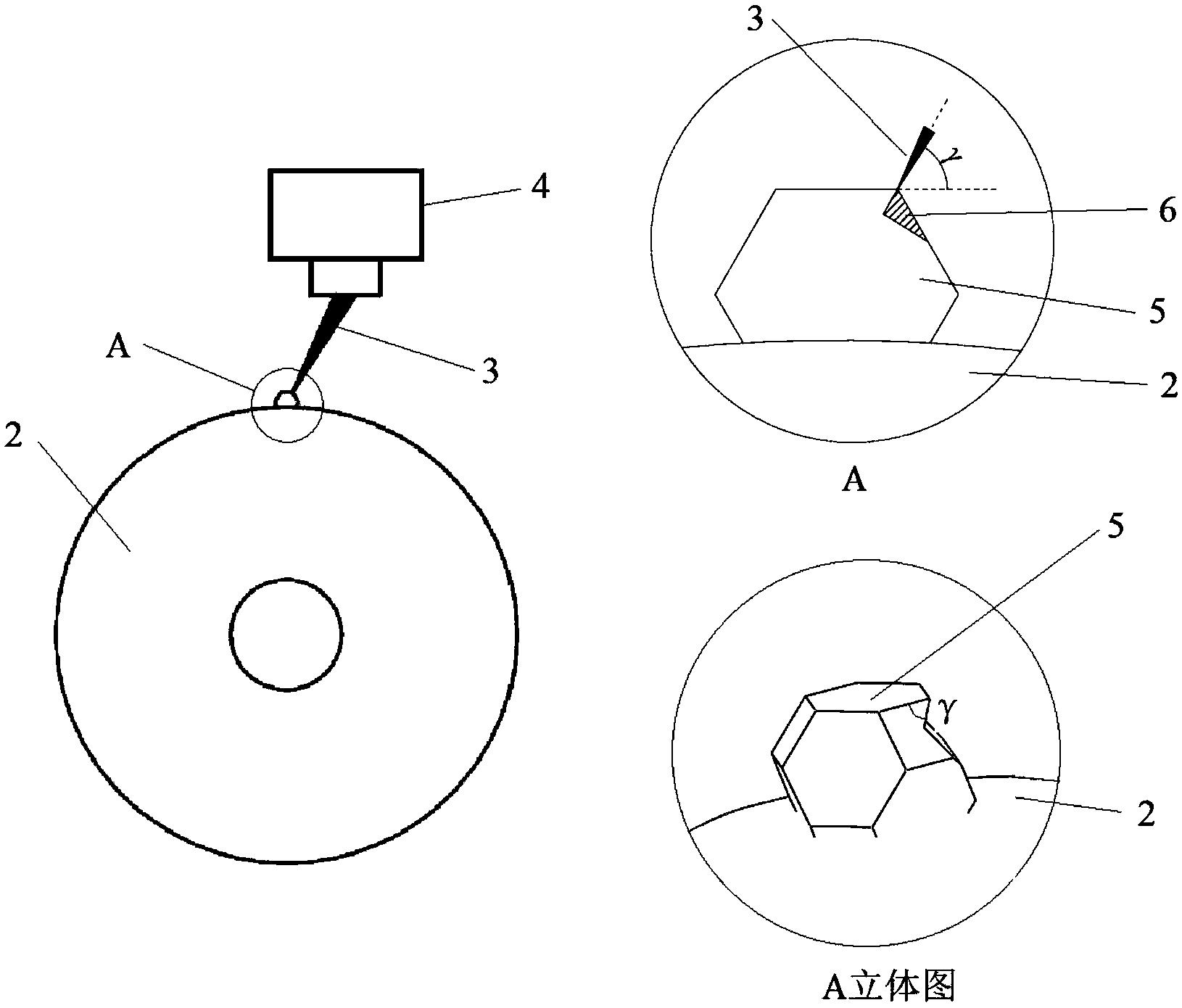
2:將步驟1制備的金剛石磨粒有序排列的金剛石砂輪安裝在精密平面磨床主軸上,通過激光聚焦系統(4)調整皮秒激光束(3)的入射方向,使激光束垂直于砂輪軸線L與金剛石砂輪相切,磨床主軸以一恒定速度旋轉,同時將激光焦點下移至能保證給定金剛石磨粒出刃高度的位置,通過皮秒激光器的燒蝕作用將與激光束發生干涉的金剛石磨粒直接截斷去除,確保磨粒出刃高度達到規定值;
3:將經步驟2加工后的金剛石砂輪上第一排金剛石磨粒轉動至正上方,通過激光聚焦系統調整皮秒激光束的聚焦位置和入射方向,使激光束聚焦于第一排最外側的金剛石磨粒,確保激光焦點位于金剛石磨粒頂面A與金剛石磨粒右側面B的交線c上,入射脈沖激光平行于砂輪端面,并與金剛石磨粒頂面A成夾角γ;通過聚焦系統中3D振鏡控制燒蝕深度,使金剛石磨粒(1)沿砂輪軸向被燒蝕加工出寬度約20μm的窄縫;完成上述加工后,使入射激光束向金剛石磨粒右下方平行移動20μm,繼續沿砂輪軸向進行第二道加工,對金剛石磨粒(1)進行一定深度的燒蝕去除,燒蝕深度依次遞減,進而并以此類推,直至最終使金剛石磨粒右側的材料被燒蝕去除并形成一銳角γ;
4:完成步驟3后,通過3D振鏡和光學檢測系統的反饋調節控制皮秒激光焦點位置的移動,保持激光入射方向不變,將激光焦點移動到第一排下一顆磨粒上,重復步驟3的加工操作,以此類推,直至砂輪上一整排磨粒在同一側全部被加工至指定的銳角γ;
5:將經步驟4加工的砂輪轉動一個角度,使下一排磨粒轉動至正上方,通過3D振鏡和光學檢測系統的反饋調節,使激光束聚焦于下一排金剛石磨粒上,續重復步驟3和步驟4,從而使得整個釬焊金剛石磨粒在同一側都被加工形成銳角γ。
1.一種基于脈沖激光加工的新型正前角金剛石磨具制造方法,其特征在于:步驟1:采用釬焊的方式制作磨粒有序排列的金剛石砂輪,其中,砂輪目數為25#,磨粒選擇截角八面體的金剛石磨粒,砂輪制造過程中確保金剛石磨粒頂面A平行于金剛石磨粒所在位置的砂輪切面,且金剛石磨粒頂面A金剛石磨粒頂面A與金剛石磨粒右側面B的交線c和金剛石磨粒頂面A與金剛石磨粒左側面B的交線d與砂輪軸線L平行;
2:將步驟1制備的金剛石磨粒有序排列的金剛石砂輪安裝在精密平面磨床主軸上,通過激光聚焦系統(4)調整皮秒激光束(3)的入射方向,使激光束垂直于砂輪軸線L與金剛石砂輪相切,磨床主軸以一恒定速度旋轉,同時將激光焦點下移至能保證給定金剛石磨粒出刃高度的位置,通過皮秒激光器的燒蝕作用將與激光束發生干涉的金剛石磨粒直接截斷去除,確保磨粒出刃高度達到規定值;
3:將經步驟2加工后的金剛石砂輪上第一排金剛石磨粒轉動至正上方,通過激光聚焦系統調整皮秒激光束的聚焦位置和入射方向,使激光束聚焦于第一排最外側的金剛石磨粒,確保激光焦點位于金剛石磨粒頂面A與金剛石磨粒右側面B的交線c上,入射脈沖激光平行于砂輪端面,并與金剛石磨粒頂面A成夾角γ;通過聚焦系統中3D振鏡控制燒蝕深度,使金剛石磨粒(1)沿砂輪軸向被燒蝕加工出寬度約20μm的窄縫;完成上述加工后,使入射激光束向金剛石磨粒右下方平行移動20μm,繼續沿砂輪軸向進行第二道加工,對金剛石磨粒(1)進行一定深度的燒蝕去除,燒蝕深度依次遞減,進而并以此類推,直至最終使金剛石磨粒右側的材料被燒蝕去除并形成一銳角γ;
4:完成步驟3后,通過3D振鏡和光學檢測系統的反饋調節控制皮秒激光焦點位置的移動,保持激光入射方向不變,將激光焦點移動到第一排下一顆磨粒上,重復步驟3的加工操作,以此類推,直至砂輪上一整排磨粒在同一側全部被加工至指定的銳角γ;
5:將經步驟4加工的砂輪轉動一個角度,使下一排磨粒轉動至正上方,通過3D振鏡和光學檢測系統的反饋調節,使激光束聚焦于下一排金剛石磨粒上,續重復步驟3和步驟4,從而使得整個釬焊金剛石磨粒在同一側都被加工形成銳角γ。










 豫公網安備41019702003646號
豫公網安備41019702003646號