您好 歡迎來到超硬材料網(wǎng) 請(qǐng)登錄 | 免費(fèi)注冊(cè)
漆膜與被涂面之間結(jié)合的堅(jiān)牢程度稱為附著力。附著力是涂料的重要指針。漆膜的牢固附著是涂料實(shí)現(xiàn)對(duì)基體材料保護(hù)的重要基礎(chǔ)。因此,漆膜附著力的測(cè)定受到涂料、涂裝行業(yè)的廣泛關(guān)注。...
階梯鉆頭能夠?qū)@孔、擴(kuò)孔復(fù)合為一次進(jìn)刀加工完成,簡(jiǎn)化加工程序,提高加工精度。但有些生產(chǎn)廠家生產(chǎn)的階梯鉆頭在用戶的...
隨著機(jī)械工業(yè)的發(fā)展,現(xiàn)代金屬的切削加工廣泛采用較高的切削速度和大進(jìn)刀量的快速切削方法,這就要求刃具材料必須具有較高的紅硬性及耐磨性。另外,隨著切削速度和進(jìn)刀量的增大,刃...
摘要:研究了ø82,ø68兩種金剛石取芯鉆頭的激光焊接方法及工藝,并分析了激光焊工藝參數(shù)對(duì)焊接質(zhì)量的影響。此技術(shù)已成功地應(yīng)用于實(shí)際生產(chǎn)中,并...

摘要:工模具鋼5Cr8MoVSi(0.55C,8.13Cr,1.38Mo,0.45V,0.72Si)經(jīng)840℃退...
今天的可轉(zhuǎn)位刀片立銑刀能在寬范圍的小直徑立銑加工用于替代傳統(tǒng)的高速鋼或整體硬質(zhì)合金。雖然高速鋼和整體硬質(zhì)合金立銑刀仍是用于軸向切深長(zhǎng)的仿形切削的最佳選擇,可轉(zhuǎn)位刀片立銑...
硬質(zhì)合金可轉(zhuǎn)位銑刀銑削加工鋼時(shí),一般不澆注切削液,當(dāng)切削液量充足可進(jìn)行充分冷卻時(shí),也可澆注切削液(一般為水溶性切削液)。精銑時(shí),為提高刀具壽命和被加工件表面質(zhì)量,最好使...
1前言金剛石鉸刀是近20年發(fā)展起來的一種高精度內(nèi)孔加工刀具。由于它的加工精度高(一般可達(dá)2µm)、表面粗糙度值小(一般可達(dá)Ra0.4~0.2µm...
摘要:電鍍磨料法是制造超硬磨料工具的常用方法,電鍍質(zhì)量直接影響到電鍍超硬磨料工具的壽命和使用性能,而電鍍工藝是影響電鍍質(zhì)量的主要因素。文中首先對(duì)原有的電鍍基礎(chǔ)工藝中鍍前...
[摘要]采用化學(xué)鍍的方法在微米級(jí)銅粉表面鍍銀。用X射線衍射法(XRD)和熱重分析法(TG)測(cè)定了銅銀粉的物相和抗氧化性,比較了由鍍前有無活化的銅粉所制備的兩種金屬粉體的...
近年來,由于工業(yè)自動(dòng)化的飛速發(fā)展,對(duì)工業(yè)生產(chǎn)過程的實(shí)時(shí)在線監(jiān)測(cè)要求越來越高.同時(shí),對(duì)FMS,CIMS等重大昂貴設(shè)備的故障在線監(jiān)測(cè)和生產(chǎn)質(zhì)量的實(shí)時(shí)監(jiān)測(cè)及控制的要求更加迫切...
金屬鍍層的特點(diǎn)及應(yīng)用鍍鋅1.名稱:鍍鋅.2.特點(diǎn):鋅在干燥空氣中,比較穩(wěn)定,不易變色,在水中及潮濕大氣中則與氧或二氧化碳作用生成氧化物或堿性碳酸鋅薄膜,可以防止鋅繼續(xù)氧
1、臺(tái)階面零件有哪些基本工藝要求?答:對(duì)臺(tái)階面零件的基本工藝要求有:(1)尺寸精度要求主要是臺(tái)階與其他零件相配合尺寸的精度要求。(2)形狀位置精度要求它包括各加工表面的...
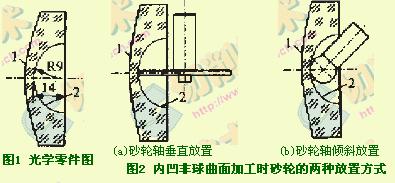
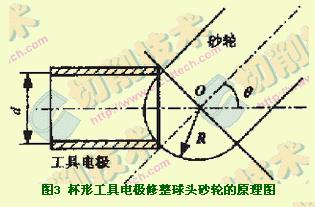
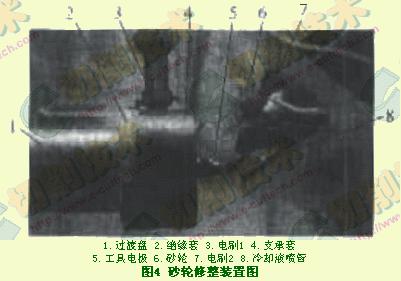
摘要:針對(duì)小直徑、深凹非球光學(xué)曲面超精密磨削中使用的鑄鐵基金剛石球頭砂輪,提出了一種基于電火花加工原理的精密在位修整方法。只要改變工具電極直徑,即可對(duì)不同直徑的球頭砂輪...
在化學(xué)鎳沉積的過程中會(huì)產(chǎn)生亞磷酸鹽的副產(chǎn)物,并且隨著生產(chǎn)的進(jìn)行,亞磷酸鹽的濃度也會(huì)越來越高。于是反應(yīng)速度受生成物濃度的升高而降低。因此,反應(yīng)初期和反應(yīng)末期的沉積速度會(huì)產(chǎn)...


 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信







 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)