

 手機資訊
手機資訊 官方微信
官方微信
很多人可能對刀具熱處理一般原則比較了解,但對刀具及刀具材料差異性熱處理研究不深。我本人從事熱處理工藝工作近40年,積累了不少成功經(jīng)驗和失敗教訓(xùn),深感識別刀具和刀具材料的差異性、進行個性化操作的重要。下面就不同刀具的熱處理進行簡單介紹:
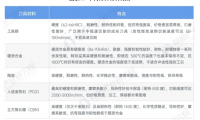
車刀條 按GB4211標準,可將車刀條分為正方形和矩形兩種。車刀工作條件比較惡劣,一般不加冷卻液,有干切削、重切削、斷續(xù)切削、高速切削等,要求車刀應(yīng)具有高的耐磨性和高的紅硬性。針對上述情況,熱處理工藝為:1230~1240℃高溫加熱奧氏體化,金相級別可達8~9級,而后回火4次,過熱3~4級(矩形車刀過熱1~2級),最終組織硬度65~67HRC。實踐證明,車刀過熱才經(jīng)久耐用,我在1988年曾對過熱5級的12×12方車刀進行壽命檢測,結(jié)果3條試樣都達一等品標準。
滾刀 滾刀屬于比較昂貴的金屬切削刀具,要求具有高的紅硬性、耐磨性,所以淬火溫度比較高,但比車刀略低,常在1225~1230℃,580~620℃分級,組織金相級別9.5~10級。第一次回火宜用350~380℃或二次貝氏體處理,然后再進行550℃×1h的高溫回火3次,過熱1~2級,甚至3級,最終組織硬度可達65HRC以上。
滾刀雖然是容易處理的刀具,但對模數(shù)6以上的大滾刀,由于其硬度不高和鍵槽易裂的特點,必須嚴加防范。
直齒三面刃銑刀 通常此類產(chǎn)品由于其切削速度快,切刀量大,對耐磨性、韌性要求相當高,要求高硬度但又不能崩刃。筆者就曾多次處理過這樣的質(zhì)量問題:用戶對硬度64~65HRC的銑刀反應(yīng)是不耐磨,換用硬度66HRC的銑刀后,使用壽命成倍提高。同樣成分的材料,不同的熱處理產(chǎn)品可以有如此大的差別。直齒三面刃銑刀所采用的熱處理工藝是在1220~1230℃下淬火,金相級別9.5~10.5級,回火3~4次,過熱1級,最終組織硬度為65~67HRC。
中齒鋸片銑刀 GB6120標準適用直徑32~315mm,厚度為0.3~6.0mm的中齒鋸片銑刀,對特別大薄的銑刀熱處理工藝應(yīng)該個性化,通常對中齒鋸片銑刀的性能要求是韌性第一,但硬度不能太低,一般在1205~1215℃時淬火,淬火組織金相級別達10~11級,然后分級等溫、熱夾、回火4次,回火過程不準過熱,最終組織硬度64~66.5HRC。在這類刀具熱處理過程中,容易出現(xiàn)鍵槽易裂和平面度超差的問題。
大薄鋸片 由于裝璜及建筑行業(yè)的高速發(fā)展,市場對Φ250~500×2mm大薄鋸片的需求量很大。該產(chǎn)品主要要求突出韌性,其次是耐磨性。相應(yīng)的熱處理工藝為1180~1200℃高溫加熱,260~280℃等溫,金相級別可達11~12級,再回火4次,不準過熱,硬度可達62~65HRC。成品若再經(jīng)蒸汽處理或氧氮化則效果更佳。
整體直柄麻花鉆 鉆頭是用得最多的孔加工工具,工作條件和其他刀具不同。當進行鉆削時,其切削部分深深地埋入金屬內(nèi),切削條件比較苛刻,要求鉆頭有高的硬度和韌性,兩者相比,通常后者更重要些;而對于干切削,由于工件硬度高,則是要求紅硬性第一。鉆頭一般采用的熱處理工藝為:先在1210~1225℃時淬火,淬火組織金相級別可達10.5~11級,再回火3次,過熱2級,可得到硬度為63~66.5HRC的回火組織。
由于加工中心和數(shù)控機床的日益增多,難加工材料與日俱增,對鉆頭的要求也越來越高。同樣鉆頭,用法各異,熱處理工藝就截然不同,足以說明熱處理工藝個性化的重要。
拉刀 拉削加工廣泛應(yīng)用于汽車、航空等制造業(yè)。拉刀上排列著許多齒,由于拉削幅度很寬,齒增量逐步加大,即使在很小的進刀量情況下,其阻力也是相當大的。正因為如此,拉削的速度一般比較慢,在拉削過程中,軸向承受很大的拉力,同時切削齒因受到工件的摩擦而產(chǎn)生熱量,所以拉刀除具有一般刀具的高硬度特點,更重要的是要有很高的強度和韌性。拉刀常用的熱處理工藝為1205~1215℃油淬,兩次或三次分級冷卻,趁熱校直,試樣淬火組織的金相級別10.5~11.5級。每次回火后必須校直,硬度可達64~66.5HRC。
目前熱處理存在的主要問題是硬度偏低不耐磨,其次是折斷,應(yīng)該視具體類型拉刀制訂相應(yīng)熱處理工藝。
機用絲錐 絲錐在切削過程中,主要抗力是扭力矩,軸向力在各螺紋中已互相抵消。絲錐不需要紅硬性,韌性是第一指標,所以淬火溫度比較低,晶粒號可控制得很細,但硬度不能低,必須符合國家標準。
現(xiàn)在由于采取了韌性化低溫淬火新工藝,與傳統(tǒng)工藝相比,淬火溫度降低了15~20℃,徹底解決了絲錐過熱、脆斷等弊病,實是一舉多得的好事。
我的個人體會是:硬度是表面現(xiàn)象,金相組織才是本質(zhì)的東西;我們追求高硬度,但不惟高硬度;我們要求在金相組織理想(而非合格)的前提下,力求高硬度,達到硬度和金相的良好配合。在這其中有幾個關(guān)鍵問題不能小視:
首先是不能混料,包括混爐號、混鋼號、混規(guī)格。工具廠一定要分爐號管理,如果做不到就無法搞好熱處理,比如成分都合格的M2鋼,若用1220℃加熱淬火,便可能會出現(xiàn)9~12的6個晶粒號。
其次是不同冶煉方法影響熱處理工藝。用中頻冶煉加電渣重熔的鋼和電弧爐冶煉同成分的M2鋼,熱處理工藝應(yīng)有所區(qū)別。后者的淬火溫度應(yīng)適當高些,同爐淬火前者易出現(xiàn)過熱等毛病。
第三是鍛造影響熱處理工藝。同一規(guī)格、同成分的M2鋼制造同一規(guī)格刀具,鍛與不鍛,熱處理工藝也不應(yīng)該相同,經(jīng)改鍛者,淬火溫度應(yīng)稍低些。這些在制訂熱處理工藝時都要引起注意。
第四,返工件淬火溫度應(yīng)比常規(guī)淬火低8~15℃。由于種種原因,少數(shù)返工在所難免,因而淬火前一定要搞清楚何種原因造成返工的,再則退火情況如何,這樣才能對癥下藥。
第五,由于M2鋼淬火溫度帶比較寬,從1180℃到1240℃跨度達60℃,而不同的刀具要求不同的性能,所以熱處理工作者一定要弄清楚刀具加工對象什么性能最重要,把個性化指標落實到熱處理工藝中去,充分挖掘材料潛力。








 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號