

 手機資訊
手機資訊 官方微信
官方微信
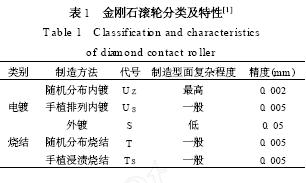
金剛石滾輪的制造方法可分為電鍍法和燒結法兩大類。其特點、精度等特性列入表1 中。
1 隨機分布內鍍法(U Z 法)
用鋼或高強度石墨材料制造一個與滾輪形狀相反的內型腔, 常稱陰模。陰模的幾何精度比滾輪精度高1ö3 以上[ 2]。先在陰模內壁用電鍍的方法將金剛石結合牢固, 再將鍍層加厚到2~ 3mm, 使其具有足夠的強度及剛性。然后將其與預制好的鋼芯型組合起來, 并澆鑄入低熔點合金于陰模內, 待該合金冷卻后, 剝去陰模并使金剛石完全暴露出來。這種滾輪不經修整即可達到很高的精度。此外由于選用金剛石強度工作面上很高及雜質含量極少, 顆粒度又較手植法的細, 因此, 在滾輪工作面上單位面積的金剛石顆粒多, 參與修整的切削刃多, 磨削負荷分散, 磨損少, 形狀精度保持性好, 有利于滾輪延長使用壽命。據溫特公司介紹, 這種滾輪壽命在1 萬至數萬次間。
1. 1 金剛石選用
可選用天然金剛石或人造金剛石。根據本方法, 一般選用品質較優、粒度偏細的天然金剛石。若是人造金剛石則選用MBD8 以上至SMD25 的優質高品級金剛石, 而且是晶形好、雜質含量低的金剛石, 方能保證滾輪壽命。
據資料[3]報導, 在生產條件下進行的全壽命試驗表明, 完全可以用耐熱人造金剛石制造修整滾輪。這種工具可以在整個工作期間內穩定地保證加工質量要求,只是其耐用度有限。在具體加工燃氣渦輪發動機葉片榫槽的條件下, AC65T-500/400 型金剛石精密滾輪的保證耐用度為不少于修整15000 次。
1. 2 陰模加工
陰模材料可選用45# 鋼; 高強度、高純度石墨, 其孔隙率低于18%。以45# 鋼為例, 對其工藝流程說明如下:
(1) 粗車 首先車出工藝卡頭然后調頭車外圓并留磨量, 接著車端面以及車內腔型面, 并且只車溝槽, 不車出齒頂面。
(2) 鉆孔、攻絲 主要用作電鍍上夾具及剝殼時用。
(3) 熱處理 內型面淬火為油中定性(RC42)。
(4) 磨外圓、內孔及端面 用萬能磨床加工。
(5) 研磨端面 為磨內型面時找正用。
(6) 磨內型腔。
如果選用石墨材料制作陰模, 則一般采用樣板刀來加工內型腔, 因此, 樣板刀就成了滾輪制造環節的重要部件之一。陰模的設計是根據用戶對工件的要求而預先設計出滾輪的外型。生產中, 金剛石修整滾輪所需的公差通常等于工件尺寸和形狀公差的2/3, 同時還要考慮滾輪裝配時的校準和使用要求。因此, 滾輪的一端有一個3mm 的校準肩, 另一端有一個1mm 寬的凸臺。校準肩供裝配時作修整校正用, 因為它與孔及滾輪表面同心。凸臺則是防止其相鄰的墊圈或法蘭與滾輪的金剛石層直接接觸。因此, 陰模的尺寸和形狀公差就必需保證未來滾輪的尺寸精度, 其總的寬度也必需保證滾輪的校準肩和凸臺的存在。
1. 3 芯子加工
芯子一般用45# 鋼制作, 內孔留單邊余量015mm。芯子外圓車成后開橫豎溝槽, 目的是增加低熔合金與芯子間的連接牢度, 熱處理達HRC42。
1. 4 輔助工具加工
輔助工具主要是電鍍用的有機玻璃絕緣夾具和澆鑄低熔合金時夾具, 其示意如圖1、圖2。
2. 1. 5 金剛石滾輪內鍍
電鍍的工藝流程如下: 45# 鋼陰模→汽油清洗→裝絕緣夾具→電化學除油→弱酸活化處理→帶電入槽并上砂→加厚→卸砂后電鍍增厚。
在電鍍過程中應嚴格注意下列問題:
(1) 金剛石需經嚴格的凈化處理, 有條件的最好經熱化學處理以除去含雜質較高的不良顆粒。
(2) 裝夾絕緣夾具必須保證整個電鍍過程中電解液不會破壞陰模, 尤其要保證位于陰模端部和一端外圓上的基準測量帶。
(3) 除油和弱酸活化處理必須保證不使陰模精度受損。
(4) 上砂及加厚鍍層時的電流密度至關重要。由于陰模型腔復雜, 存在尖端及凹槽, 因此電流盡可能選擇下限, 而且要采取讓陰模運動(如往復平移或轉動) 和使電解液對流的措施(用泵將鍍槽內的電解液抽至高位槽, 經過濾后再注入鍍槽的方法)。
(5) 由于陽極面積遠小于陰極面積, 在加厚及增厚鍍層時, 陽極易于鈍化和被陽極泥渣覆蓋。因此, 應準備一副備用陽極, 以便及時更換并清洗活化在用陽極。
( 6) 上砂時應用一細棒在靠近陰模型上搗實金剛石, 以使金剛石與各點都能緊密接觸, 使內型腔上的金剛石分布均勻, 不出現空白點。此外在上砂過程中還要用細棒攪動金剛石, 使滯留在里邊的氫氣泡及時排出。
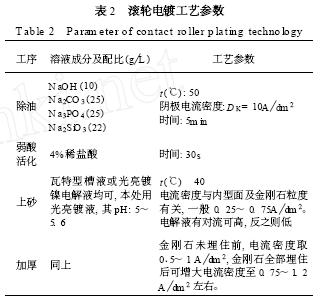
(7) 增厚鍍層時, 應盡可能用高的電流密度, 以節約制造時間; 在到達快結束前1~ 2h, 讓電流密度更大些,以使鍍層表面粗糙, 這樣能增強澆鑄低熔合金與鍍層的結合牢度。電鍍時主要工序的工藝參數見表2。
電鍍的示意圖見圖1。
1. 6 澆鑄低熔點合金
將電鍍好的陰模與芯子組裝成圖2 所示的結構, 在空腔中澆鑄入低熔點合金。低熔點合金的選擇原則是: 固態時其線脹系數與電鍍陰模材料的線脹系數越接近, 對滾輪精度的影響越小; 點盡可能低, 最好選擇熔點在200℃左右的低熔合金。生產實踐證明; 焊錫熔點為198℃, 其線脹系數對滾輪精度影響很小, 可以用于生產。但必須探索出變化規律, 將產生的誤差在陰模設計時加以校正, 以確保滾輪精度, 也有用環氧樹脂作粘結材料的。
2. 1. 7 組裝后的機械加工
(1) 加工內孔 在高精度內圓磨床上將工件找正,使端面的跳動≤0. 0015mm, 外圓跳動≤0. 002mm (找正依據是陰模加工時預置好的測量帶)。然后磨內孔并留研磨量0. 05mm 左右。研磨后的內孔錐度在0. 002mm以內, 與軸的配合間隙為0. 001~ 01002mm, 光潔度達D10。內孔加工是滾輪精度和壽命的重要保證, 切勿疏忽, 否則將前功盡棄。
(2) 端面加工 在外圓磨床上磨兩端面, 以保證孔與端面的垂直度。
(3) 剝殼 在車床上用低速慢進給并用大量冷卻液冷卻, 車出陰模的外殼大部, 留單邊0. 5mm 左右, 然后用外圓磨床磨到露出齒端, 在車床上用成型刀車出溝槽, 刀子不可接觸到電鍍層; 最后用成型磨輪將剩余的陰模材料磨除, 露出滾輪的所有金剛石鍍層面。
1. 8 滾輪精度檢測
通常不可直接測量滾輪的型面, 因為金剛石會損傷量具。通用的方法是用滾輪修整砂輪, 再用砂輪磨出一個工件(可以是加工產品, 亦可以是專門用于測量的樣板) ,然后對工件進行測量, 并將詳細記錄實測結果附于滾輪包裝盒內, 作為提供用戶使用時的資料。值得提出的是, 無論是滾輪基體(陰模) 加工還是澆芯后的機械加工, 如果具備現代化的數控加工中心將會使加工作業變得容易些, 而且精度將更有保障。
2 手植金剛石內鍍法(U s 法)
該型滾輪的內型腔面上的金剛石是預先按設計好的排列圖用手工一顆顆“植上”的, 其方法是先在預置好的陰模內腔噴上一薄層膠, 膠的厚度不超過5Lm, 膠必須有導電性, 再用真空吸筆將金剛石按要求粘于型面上, 其余工序與U z 法同。由于要用手工植砂, 所用金剛石的粒度粗, 因此, 對某些齒頂(或齒根) R 過小(如絲錐、螺紋用滾輪) 時不適宜用該法制造。另外, 由于膠的存在對滾輪最終精度有一定影響, 因此, 最終還要對滾輪進行精修。圖3 示出了U s 法滾輪的表面金剛石排列狀況及結構示意t圖.
金剛石在滾輪表面的分布密度視粒度不同而異, 一般在10~ 80 粒ö cm2 左右, 如果用100 粒ö克拉的金剛石, 其表面分布密度為30~ 40 粒ö cm2。U s 法生產的滾輪, 其陰模制作、電鍍工藝及澆芯剝殼等與U z 法類同, 此處不再贅述。
3 金剛石隨機分布外鍍法(S 法)
根據加工工件的要求, 先設計和加工出滾輪基體, 其形狀尺寸與工件一致, 精度則高于工件, 基體一般選用45#鋼并經淬硬處理。選用高強度粗顆粒的人造金剛石。S 法制造的滾輪精度比內鍍法差, 這主要是因為同粒度金剛石其粒徑不可能一致, 因此, 采用該法鍍上金剛石后, 其外緣輪廓包絡線與基體的原始輪廓不可能一致; 其次是電鍍很難做到在基體各部位金屬沉積速率完全一致, 在凸部沉積速率高, 而凹部沉積速率低, 使鍍后滾輪形狀變化、精度下降, 雖然可以通過修整使精度提高, 但仍然很難做出高精度的滾輪。外鍍法制造滾輪的優點是制造過程簡單、周期短、成本低, 因此, 其在用于制作工件要求精度不高時是合適的。圖4 示出了S 法生產的金剛石滾輪表面磨粒分布及滾輪結構。S 法制造金剛石滾輪的電鍍工藝與一般的金剛石電鍍磨輪的工藝相同, 此處不再贅述。
4 手植浸漬燒結法(T s 法)
該法的特點是, 金剛石在滾輪型上呈規則排列。首先按照工件的形狀、尺寸和精度設計出滾輪外型, 并轉化成陰模。在陰模內型腔表面上先涂一層粘膠, 然后將金剛石按表面分布排列圖的要求, 用真空吸筆將金剛石粘于型腔表面, 金剛石密度同U s 法, 即10~ 80 粒/cm2。將陰模置于石墨模具內, 填充入混制好的金屬結合劑骨架材料(多為碳化鎢或鎢粉等高耐磨材料) , 經預壓(或搗實) , 置于真空或有保護氣氛的爐內燒結, 并浸滲入粘結金屬(可以為鎳鈷銅鋅錫等的合金, 在高溫下熔融并沿結合劑的毛細管滲入結合劑的各個部位) , 使金剛石與結合劑牢固結合。除去陰模后, 經機械加工后即成滾輪。由于陰模多為高強度石墨材料用樣板刀加工而成,故易于除去。用T s 法制造滾輪應采用大顆粒的金剛石, 不宜制作型面帶尖角(或R 很小) 的型面。這種浸滲燒結法因溫度高, 滾輪型面會產生變形, 而需進行修整。如采用人造金剛石制作滾輪, 對金剛石的耐熱性、雜質等應作出嚴格的要求, 金剛石應進行熱化學處理, 淘汰掉低質的顆粒后再用。圖5 為T s 法滾輪金剛石表面分布及結構示圖。
2. 5 粉末冶金燒結法(T 法)
此法的特點是, 金剛石在結合劑中呈無序分布, 其制造方法類似于熱壓法制造的金剛石砂輪。金剛石要求強度高、耐熱性好、雜質含量少, 粒度自然不及T s 法所用的粗。結合劑多用碳化鎢為骨架材料, 鈷等金屬為粘結金屬, 有很好的耐磨性和強度。壓模材料多為石墨, 基本為鋼材。金剛石層視用途而定, 最簿可做到1mm。T 法生產滾輪因高溫燒結, 變形量較大, 故一定要進行修整, 其精度才能滿足使用要求。圖6 為T 法生產的滾輪金剛石表面分布及其結構示意圖。
參考文獻:
[ 1 ] 方嘯虎. 超硬材料科學與技術(下) [M ]. 北京: 中國建材出版社,1998: 460.
[ 2 ] 第六砂輪廠等. 葉片根榫槽強力磨削砂輪修整用金剛石滾輪的試制[J ]. 人造金剛石, 1977, (3) : 22.
[ 3 ] 沃凌鵬編譯. 人造金剛石修整滾輪使用過程中各項指標穩定性的研究[J ]. 金剛石與磨料磨具工程, 1995, (4) : 42.
徐湘濤(第六砂輪廠, 貴州貴陽550023)













 豫公網安備41019702003646號
豫公網安備41019702003646號