

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要:磨粒移動會給電鍍金剛石砂輪加工工程陶瓷材料帶來不利影響,降低工具壽命并影響表面粗糙度。為解決磨削過程中單顆磨粒的微切削力并提供充足的微結合力,需要將電鍍結合層制備的厚度制備的...
摘要:磨粒移動會給電鍍金剛石砂輪加工工程陶瓷材料帶來不利影響,降低工具壽命并影響表面粗糙度。為解決磨削過程中單顆磨粒的微切削力并提供充足的微結合力,需要將電鍍結合層制備的厚度制備的足夠大。但電鍍結合成厚度過大又會影響磨粒的凸出性能,從而引起有效磨粒的減少。目前,制備電鍍金剛石砂輪的傳統方法主要是基于先驗知識的反復試驗法。而設計一個明確的砂輪的困難之處則在于缺少一個完整的模型來預測微粘結力和砂輪表面所有金剛石磨粒的凸出性能。本論文為單層電鍍金剛石砂輪建立了一個數字砂輪模型,并數字化地模擬每個砂輪的制備程序。該模型能夠提供和砂輪設計參數相關的砂輪表面、微粘結力和磨粒凸出3D示意圖。根據對單顆磨粒微切削力的分析,求得最佳電鍍粘結層。最后利用氧化鋁工程陶瓷實驗對金剛石砂輪模型的制備進行驗證。
關鍵詞:砂輪,金剛石,陶瓷
1 引言
氧化鋁、碳化硅、氮化硅和氧化鋯等工程陶瓷由于其優越的機械、化學和熱性能而廣泛應用于精密工程組件的制造。磨削作為工程陶瓷組件制備工藝的最后關鍵的一步,主要完成表面粗糙度和幾何精度加工處理。而在磨削過程中,嚴重的磨粒脫落和磨損會導致砂輪表面的廓形誤差并引起磨削表面幾何形狀的誤差。
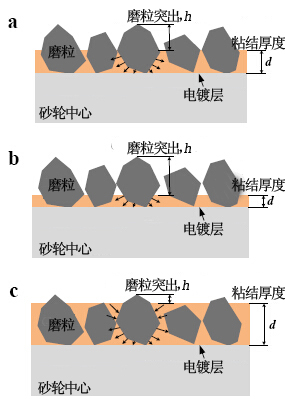
電鍍金剛石砂輪由于加工效率高、靈活性強而應用于工程陶瓷材料的磨削加工。為保證表面粗糙度和外形精度,電鍍砂輪的設計必須保證有足夠的磨粒突出和微結合力,如圖一(a)所示。目前,設計出一個較好的砂輪仍然處于探索階段。難點在于結合成厚度的優化。為了將微粘結力最大化,電鍍層厚度需要縮小,如圖一(c)所示;并由此也導致磨粒突出程度降低,切屑清理空間變小,如圖一(b)所示。因此,粘結層厚度度必須控制在一個適當的范圍內,以保證磨粒突出程度和足夠的粘結力。
關鍵詞:砂輪,金剛石,陶瓷
1 引言
氧化鋁、碳化硅、氮化硅和氧化鋯等工程陶瓷由于其優越的機械、化學和熱性能而廣泛應用于精密工程組件的制造。磨削作為工程陶瓷組件制備工藝的最后關鍵的一步,主要完成表面粗糙度和幾何精度加工處理。而在磨削過程中,嚴重的磨粒脫落和磨損會導致砂輪表面的廓形誤差并引起磨削表面幾何形狀的誤差。
電鍍金剛石砂輪由于加工效率高、靈活性強而應用于工程陶瓷材料的磨削加工。為保證表面粗糙度和外形精度,電鍍砂輪的設計必須保證有足夠的磨粒突出和微結合力,如圖一(a)所示。目前,設計出一個較好的砂輪仍然處于探索階段。難點在于結合成厚度的優化。為了將微粘結力最大化,電鍍層厚度需要縮小,如圖一(c)所示;并由此也導致磨粒突出程度降低,切屑清理空間變小,如圖一(b)所示。因此,粘結層厚度度必須控制在一個適當的范圍內,以保證磨粒突出程度和足夠的粘結力。
圖一:(a)適宜的粘結層厚度(b)粘結力不足(c)磨粒突出高度不足
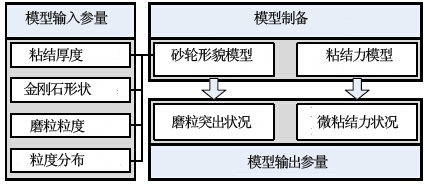
本研究建立了一個數字砂輪模型以此來預測磨粒突出狀況和磨粒微粘結力作為粘結層厚度的一個函數,考慮了金剛石形狀、磨粒尺寸和粒徑分布等參數。該數字砂輪模型包括砂輪形貌模型和微粘結力模型,如圖二所示。據此可以量化求得最佳粘結層厚度范圍,從而保證有效的微粘結力和磨粒突出。最后,利用優化過的砂輪對氧化鋁工程陶瓷材料進行磨削實驗,以驗證模型的有效性。
圖二:無磨粒脫落的砂輪制備工藝框架圖
2 單層砂輪表面形貌的建模算法
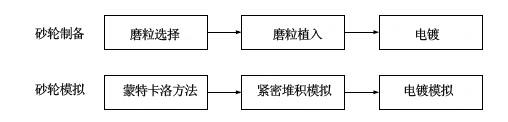
粘結層厚度和磨粒突出狀況的相關性可以由實驗測量和實際砂輪模型求得。本研究根據參考文獻中已有的實際砂輪模型對磨粒突出狀況進行分析。砂輪建模的方法是利用數學模型來復制每個砂輪的制備步驟,包括磨粒生產、磨粒植入和電鍍,如圖三所示。建模既考慮了砂輪組份,如磨粒粒度、粒徑分布、磨粒形狀和電鍍層厚度,還考慮了砂輪表面磨粒緊密堆積的機械學。圖四描述了單層金剛石表面形貌模擬的緊密堆積算法。首先,在粒徑分布范圍內任意位置上生產出一顆六邊形的金剛石磨粒,如圖4(a);然后,該磨粒開始向下移動至已存在的磨粒并和其中一個六邊形磨粒接觸并沿著接觸點旋轉,如圖4(b);最后,當該磨粒和另外的磨粒接觸并形成穩定的支撐結構后,磨粒旋轉停止,如圖4(c)。當磨粒堆積沒有空間時,該步驟停止,在砂輪中心形成最終的致密堆積。
粘結層厚度和磨粒突出狀況的相關性可以由實驗測量和實際砂輪模型求得。本研究根據參考文獻中已有的實際砂輪模型對磨粒突出狀況進行分析。砂輪建模的方法是利用數學模型來復制每個砂輪的制備步驟,包括磨粒生產、磨粒植入和電鍍,如圖三所示。建模既考慮了砂輪組份,如磨粒粒度、粒徑分布、磨粒形狀和電鍍層厚度,還考慮了砂輪表面磨粒緊密堆積的機械學。圖四描述了單層金剛石表面形貌模擬的緊密堆積算法。首先,在粒徑分布范圍內任意位置上生產出一顆六邊形的金剛石磨粒,如圖4(a);然后,該磨粒開始向下移動至已存在的磨粒并和其中一個六邊形磨粒接觸并沿著接觸點旋轉,如圖4(b);最后,當該磨粒和另外的磨粒接觸并形成穩定的支撐結構后,磨粒旋轉停止,如圖4(c)。當磨粒堆積沒有空間時,該步驟停止,在砂輪中心形成最終的致密堆積。
圖三:砂輪形貌模型的模擬步驟
圖四:(a)初始隨機位置上制備一顆六邊形的磨粒;(b)該磨粒向下移動并和另外一顆六邊形磨粒接觸;(c)磨粒旋轉并和另外一顆磨粒接觸并形成穩定結構

圖五:(a)金剛石磨粒(b)測量的砂輪(c)建模砂輪

圖四:(a)初始隨機位置上制備一顆六邊形的磨粒;(b)該磨粒向下移動并和另外一顆六邊形磨粒接觸;(c)磨粒旋轉并和另外一顆磨粒接觸并形成穩定結構
圖五:(a)金剛石磨粒(b)測量的砂輪(c)建模砂輪
圖五為測量砂輪和建模砂輪的表面形貌對比圖;5(b)為電鍍砂輪(800/100)測量(磨粒形狀如圖5a所示)。5(c)為建模金剛石砂輪表面。建模砂輪和測量結果的對比有著顯著的相似之處。
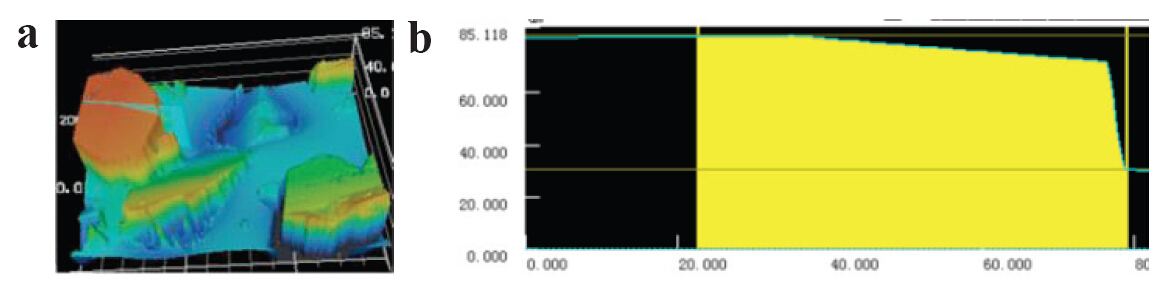
除了直接的肉眼可觀察的對比外,模擬結果和實驗測量結果在磨粒突出高度值上也進行了對比。對磨粒大小為341.2μm、213.8μm和138.2μm的金剛石砂輪的磨粒突出狀況進行測量和模擬。利用Keyence VK-X100白光顯微鏡對砂輪表面進行測量。如圖六(a)所示,從測量粒度的峰值中提取橫截面。橫截面輪廓的峰值和谷值之間的差別和磨粒突出的高度相關,如圖六(b)所示。圖7為磨粒突出高度分布對比圖,可以看出模擬和實驗測量得到的磨粒突出平均值和分布范圍之間的誤差接近50%左右。
除了直接的肉眼可觀察的對比外,模擬結果和實驗測量結果在磨粒突出高度值上也進行了對比。對磨粒大小為341.2μm、213.8μm和138.2μm的金剛石砂輪的磨粒突出狀況進行測量和模擬。利用Keyence VK-X100白光顯微鏡對砂輪表面進行測量。如圖六(a)所示,從測量粒度的峰值中提取橫截面。橫截面輪廓的峰值和谷值之間的差別和磨粒突出的高度相關,如圖六(b)所示。圖7為磨粒突出高度分布對比圖,可以看出模擬和實驗測量得到的磨粒突出平均值和分布范圍之間的誤差接近50%左右。
圖六:(a)砂輪形貌測量(b)磨粒突出高度測量
圖七:實驗測量和模擬中的磨粒突出高度對比

圖七:實驗測量和模擬中的磨粒突出高度對比
3 單顆磨粒的微粘結力建模算法
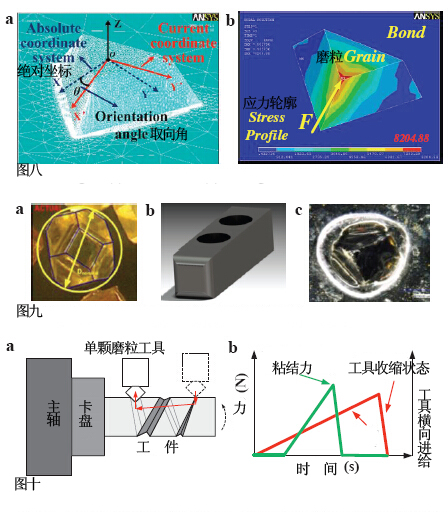
在磨削工藝中,微粘結力的定義為利用粘結層把持磨粒位置以此來克服微切削力的最大力。單顆磨粒的微粘結力受晶粒取向、粘結厚度和粘結機械性能的影響。為建立微粘結力和晶粒取向以及粘結厚度之間的關聯,實驗為粘結-磨粒界面建立了一個有限元素模型,如圖8所示。此外,利用單顆磨粒脫離實驗來驗證微粘結力模型的精度。
圖八:(a)FEM模型;(b)FEM模型結果
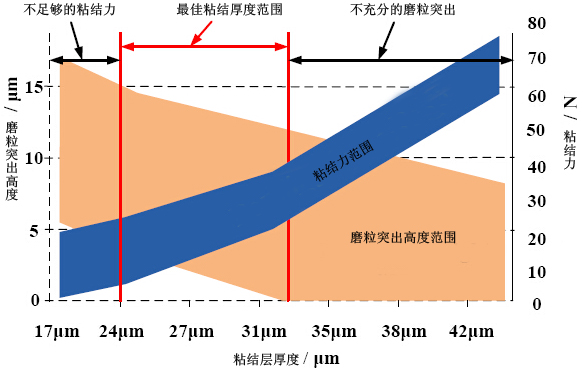
圖九:(a)金剛石磨粒;(b)磨粒夾持;(c)單顆磨粒嵌入
圖十:(a)實驗結構圖;(b)工具移動過程中的力信號
圖九:(a)金剛石磨粒;(b)磨粒夾持;(c)單顆磨粒嵌入
圖十:(a)實驗結構圖;(b)工具移動過程中的力信號
在有限元素模型中,利用Keyence VHX-500F顯微鏡對金剛石磨粒的尺寸和取向進行測量。粘結劑的抗屈強度和彈性模量由MTS XP 納米壓痕儀測得;圖九、十為單顆磨粒脫離實驗裝置。為測量微粘結力,將一顆金剛石磨粒放置在平臺上,用規定厚度的電鍍Ni-Co合金粘合,如圖九所示。將單顆磨粒工具放置在數控機床上進行外斜面螺紋車削試驗,如圖10(a)所示。10(b)中紅色曲線為切割深度從0μm增大到15μm時的工具橫向進給。綠色曲線為測量所得粘結力,相當于磨粒從磨粒夾持上脫落時的最大切割力。
為保證切割進程中的精度,實驗使用2μm高精度數控機床,如圖11(a)所示。單顆磨粒切割工具固定在測力計頂部(測力計精度0.01N)。模擬和實驗中的磨粒脫落對比如圖12所示。可以看出磨粒和粘結劑界面角落處由于粘結材料的無效而導致磨粒脫落。
為保證切割進程中的精度,實驗使用2μm高精度數控機床,如圖11(a)所示。單顆磨粒切割工具固定在測力計頂部(測力計精度0.01N)。模擬和實驗中的磨粒脫落對比如圖12所示。可以看出磨粒和粘結劑界面角落處由于粘結材料的無效而導致磨粒脫落。
圖11:(a);實際試驗平臺(b)記錄的粘結力信號 圖12:(a);模擬磨粒脫落(b)測量所得磨粒脫落

為驗證有限元素模型的有效性,利用100μm、150μm、200μm和250μm粘結層厚度進行實驗,以對比模擬結果。圖13為模擬結果和實驗結果對比,驗證了模型的有效精度,平均誤差在15%。
4 無磨粒脫落砂輪的制備
為制備工程陶瓷材料磨削工藝用無磨粒脫落砂輪,粘結層厚度的設計必須滿足以下條件:1)所有磨粒最小粘結力必須大于最大微切割力(見公式1);2)所有磨粒突出高度必須大于0(見公式2);任意磨粒的微切割力在0N-5N之間變化。
Fb(Gi)>Fc(Gi) (1)
h(Gi)>0 (2)
本論文中,砂輪所用磨粒材料為#375金剛石磨粒,3.6μm標準誤差。磨粒形狀為六邊形,有6個方形面和12個六邊形面構成。為驗證粘結厚度的最佳范圍值,分別利用17、24、31、38μm厚度進行實驗。粘結層材料為原子比為3:1的Ni-Co合金。表二為砂輪形貌模型和粘結力模型的模擬參數。
4 無磨粒脫落砂輪的制備
為制備工程陶瓷材料磨削工藝用無磨粒脫落砂輪,粘結層厚度的設計必須滿足以下條件:1)所有磨粒最小粘結力必須大于最大微切割力(見公式1);2)所有磨粒突出高度必須大于0(見公式2);任意磨粒的微切割力在0N-5N之間變化。
Fb(Gi)>Fc(Gi) (1)
h(Gi)>0 (2)
本論文中,砂輪所用磨粒材料為#375金剛石磨粒,3.6μm標準誤差。磨粒形狀為六邊形,有6個方形面和12個六邊形面構成。為驗證粘結厚度的最佳范圍值,分別利用17、24、31、38μm厚度進行實驗。粘結層材料為原子比為3:1的Ni-Co合金。表二為砂輪形貌模型和粘結力模型的模擬參數。
表二:砂輪優化設計的模擬參數

圖14:最大粘結厚度計算

圖14:最大粘結厚度計算
圖14描述了不同粘結厚度值的磨粒突出高度變化,對于每一個粘結厚度值,最大、最小突出高度值都由模擬算得。可以清晰地觀察到,當粘結厚度值為33μm時,粘結層下的金剛石磨粒開始粉碎。這說明砂輪中心過多的粘結材料導致磨料不足,不足以去除工件材料。因此,為確保完整的磨粒突出,最大粘結厚度可以調整到33μm。
在粘結層厚度值周期內,為合成微粘結力范圍,研究利用反應曲面分類研究法(RSM)研究多輸入變量對性能指標和質量特性的潛在影響。因此,預期輸出指標可以表達為輸入工藝參數(晶粒取向、粘結層厚度)的一個多項式函數,如公式3所示。由工藝參數組成的函數叫做響應面。對于所有預測變量,通常利用二階模型求得多項式近似值,如公式4所示。在所有預測變量中,OA和TOB為磨粒取向角度和粘結層厚度。Fbonding為對應條件的粘結力。對于模型回歸程序,研究利用最小二乘法,如公式5所示。
Fbonding=f(x1,x2)=f(OA,TOB) (3)
y=bo+ (4)
S(θ)= (5)
其中,OA為取向角度,TOB為粘結層厚度。
考慮到磨粒的對稱特性,分別選擇0°、16°、30°、45°和60°的取向角。粘結層厚度選擇17μm、24μm、31μm和38μm,涵蓋了磨粒直徑的36.2%到80.9%。表三為所有條件下的模擬結果。回歸模型如公式6所示。對于每一個粘結厚度值,可以根據回歸公式計算最大粘結力和最小粘結力。對最大、最小粘結力進行排列,可以求得粘結層厚度值范圍內的微粘結力周期。
通過將5N設置為最小粘結力的臨界值可以推斷出最小粘結層厚度必須大于24μm才能夠降低磨削工藝中磨粒脫落的可能性,如圖15所示。
在粘結層厚度值周期內,為合成微粘結力范圍,研究利用反應曲面分類研究法(RSM)研究多輸入變量對性能指標和質量特性的潛在影響。因此,預期輸出指標可以表達為輸入工藝參數(晶粒取向、粘結層厚度)的一個多項式函數,如公式3所示。由工藝參數組成的函數叫做響應面。對于所有預測變量,通常利用二階模型求得多項式近似值,如公式4所示。在所有預測變量中,OA和TOB為磨粒取向角度和粘結層厚度。Fbonding為對應條件的粘結力。對于模型回歸程序,研究利用最小二乘法,如公式5所示。
Fbonding=f(x1,x2)=f(OA,TOB) (3)
y=bo+ (4)
S(θ)= (5)
其中,OA為取向角度,TOB為粘結層厚度。
考慮到磨粒的對稱特性,分別選擇0°、16°、30°、45°和60°的取向角。粘結層厚度選擇17μm、24μm、31μm和38μm,涵蓋了磨粒直徑的36.2%到80.9%。表三為所有條件下的模擬結果。回歸模型如公式6所示。對于每一個粘結厚度值,可以根據回歸公式計算最大粘結力和最小粘結力。對最大、最小粘結力進行排列,可以求得粘結層厚度值范圍內的微粘結力周期。
通過將5N設置為最小粘結力的臨界值可以推斷出最小粘結層厚度必須大于24μm才能夠降低磨削工藝中磨粒脫落的可能性,如圖15所示。
表三:模擬參數和模擬粘結力 圖15:粘結層厚度范圍值計算

Fbonding=43.8+18.0×OA-3200.3×TOB-29.6×OA2+88980.1×TOB2 +473.9×OA×TOB (6)
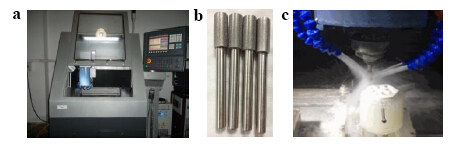
對磨粒突出情況的研究以及微粘結力變量作為粘結層厚度值的一個函數有助于電鍍金剛石砂輪的優化設計參數。為保證100%的磨粒突出,粘結厚度不能大于33μm;為克服磨削工藝中的微切削力,粘結厚度值不低于24μm。圖16中,將兩個范圍值疊加可以求得粘結層厚度值的最佳范圍值,在24μm~33μm之間。
對磨粒突出情況的研究以及微粘結力變量作為粘結層厚度值的一個函數有助于電鍍金剛石砂輪的優化設計參數。為保證100%的磨粒突出,粘結厚度不能大于33μm;為克服磨削工藝中的微切削力,粘結厚度值不低于24μm。圖16中,將兩個范圍值疊加可以求得粘結層厚度值的最佳范圍值,在24μm~33μm之間。
圖16:粘結層厚度的最佳范圍值
5 實驗證明
為驗證砂輪最佳設計方法的有效性,實驗制備了三種粘結層厚度不同的砂輪用于磨削試驗,參數如表四所示。根據上述研究,37μm粘結層厚度的砂輪C的磨粒突出程度不能達到100%;21μm粘結層厚度的砂輪A不能有足夠的微粘結力;30μm粘結層厚度的砂輪B在磨粒突出和無磨粒脫落方面要稍有缺陷。
為驗證砂輪最佳設計方法的有效性,實驗制備了三種粘結層厚度不同的砂輪用于磨削試驗,參數如表四所示。根據上述研究,37μm粘結層厚度的砂輪C的磨粒突出程度不能達到100%;21μm粘結層厚度的砂輪A不能有足夠的微粘結力;30μm粘結層厚度的砂輪B在磨粒突出和無磨粒脫落方面要稍有缺陷。
表四:砂輪最佳設計試驗參數 表五:表面磨削試驗參數

實驗采用的工件材料為氧化鋁工程陶瓷材料,莫氏硬度為9。表五為平面磨削工藝參數,通過求得工件的表面粗糙度和砂輪表面狀況對磨削質量進行表征。
圖17:(a)磨床;(b)砂輪;(c)立面磨削實驗
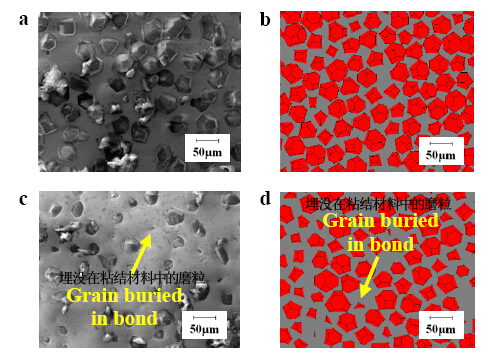
在進行磨削加工前對砂輪的表面形貌進行測量和模擬以便獲得砂輪B和砂輪C的磨粒突出狀況,如圖18所示。圖18(a、b)顯示砂輪B的磨粒完全突出在粘結材料外面;圖18(c、d)顯示砂輪C的部分磨粒由于粘結層厚度過大而被埋沒在粘結材料里面。
圖18(a)砂輪B的測量形貌;(b)砂輪B的模擬形貌;(c)砂輪C的測量形貌;(d)砂輪C的模擬形貌
6 結論
本研究建立了一種制備電鍍砂輪的數字設計方法。結論如下:(1)該方法能夠將砂輪設計的關鍵參數(磨粒尺寸、尺寸分布、粘結厚度等)和砂輪性能(磨粒突出狀況、微粘結力)關聯起來。(2)本研究建立了粘結厚度和磨粒突出、微粘結力之間的綜合關聯性。3.6μm粒度分布的#375金剛石砂輪的最佳粘結層厚度為24μm~33μm。(3)氧化鋁工程陶瓷材料的磨削實驗驗證了數字砂輪設計方法的有效性。(編譯:中國超硬材料網)
本研究建立了一種制備電鍍砂輪的數字設計方法。結論如下:(1)該方法能夠將砂輪設計的關鍵參數(磨粒尺寸、尺寸分布、粘結厚度等)和砂輪性能(磨粒突出狀況、微粘結力)關聯起來。(2)本研究建立了粘結厚度和磨粒突出、微粘結力之間的綜合關聯性。3.6μm粒度分布的#375金剛石砂輪的最佳粘結層厚度為24μm~33μm。(3)氧化鋁工程陶瓷材料的磨削實驗驗證了數字砂輪設計方法的有效性。(編譯:中國超硬材料網)








 豫公網安備41019702003646號
豫公網安備41019702003646號