

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信
華川海 肖 鴻 姜榮超
(丹陽華昌鉆石工具制造有限公司, 江蘇212300)
【摘要】通過對歐美金剛石工具市場的考察, 因特網(wǎng)(Intemet)上的訪問等, 對國外鋸切石材用金剛石工具的發(fā)展特點(diǎn)與趨勢進(jìn)行7初步分析. 為今后積極開發(fā)國外市場提供了思路與參考。
【關(guān)鍵詞】石材鋸切 金剛石工具
1.前言
隨著我國經(jīng)濟(jì)改革與開放的發(fā)展,我國已成為世界上超硬材料與石材生產(chǎn)大國。全國有700余家金剛石廠, 擁有4000多臺金剛石壓機(jī). 年產(chǎn)金剛石單晶達(dá)5億ct, 成為世界上生產(chǎn)人造金剛石的大國。石材方面,1996年石材荒料開采超過620萬 ,花崗巖與大理石板材產(chǎn)量達(dá)1.66億m2,1997年石材產(chǎn)品出口437萬噸, 創(chuàng)匯7.66億美元, 實(shí)現(xiàn)連續(xù)5年穩(wěn)定增長,并創(chuàng)歷史最高水平,從生產(chǎn)量、出口量、消費(fèi)量與鋸加工量來講,我國僅次于意大利.已成為世界上第二大國。但遠(yuǎn)不是強(qiáng)國,主要表現(xiàn)在金剛石品種單一,質(zhì)量差.合成設(shè)備與工藝的控制水平差,金剛石工具在國際市場上所占份額小,石材礦山開采技術(shù)落后,開采與加工技術(shù)裝備仍需進(jìn)口.名優(yōu)品種與高擋產(chǎn)品少。相反進(jìn)口量不斷增加,企業(yè)管理跟不上。因此研究國外石材鋸切金剛石工具發(fā)展的特點(diǎn)與趨勢將有助于推動我國超硬材料與石材工業(yè)的發(fā)展,開發(fā)金剛石工具的國內(nèi)外市場。
2.國外鋸切石材用金剛石工具發(fā)展特點(diǎn)與趨勢
2.1為生產(chǎn)高效優(yōu)質(zhì)鋸片.
開發(fā)鋸片級專用金剛石為適應(yīng)鋸切工具的多種需要,De Beers公司與GE.公司都專門開發(fā)出鋸片級金剛石系列。見表1。
表1.De Beers與G.E.金剛石品種系列

De Beers公司推出了鈷基與鎳基觸媒合成金剛石兩個(gè)系列,對金剛石中的夾雜與包裹體通過合成工藝的改進(jìn).使單晶中的夾雜細(xì)化與有序排列,而大大提高金剛石單晶的熱穩(wěn)定性與抗沖擊強(qiáng)度。1997年3月在原有ANsI/FEPA粒度篩分與質(zhì)量控制標(biāo)準(zhǔn)基礎(chǔ)上, 推出PPC (每克拉金剛石的顆粒數(shù)量)標(biāo)準(zhǔn)。見表2:
表2 粒度標(biāo)準(zhǔn)
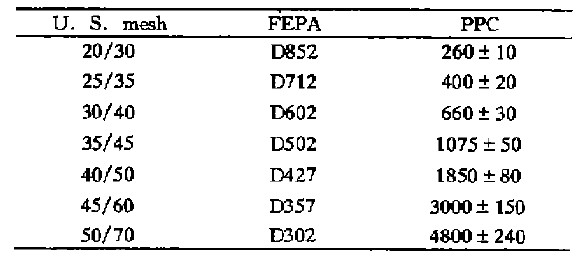
提高了對每種粒度金剛石的實(shí)際平均粒度與篩分上下限粒度分布的控制, 有利于嚴(yán)格控制制品中金剛石的露出高度及相應(yīng)濃度時(shí)單位面積上的金剛石顆粒數(shù).這有利于提高鋸切質(zhì)量與效率, 為使用戶更合理選用不同工作條件的金剛石牌號與品種,該公司還新近推出鋸切金剛石選用指導(dǎo)系統(tǒng).從不同溫度下的強(qiáng)度特性, 晶形完整性與磨損機(jī)理三個(gè)方面提出推薦圖表。
G E.公司為了探討金剛石物理性能與鋸片性能的相互關(guān)系,對金剮石的性質(zhì)及其測定方法做了大量工作。如對金剛石晶形進(jìn)行量化測試.率先利用計(jì)算機(jī)圖象分析晶形特征,根據(jù)單晶(111)和(100)晶面的相互關(guān)系導(dǎo)出了Tau(托)的定性指標(biāo)。t=b/a及偏心率(Ecc), 即晶體短軸/長軸比。在晶體強(qiáng)度方面, 除采用韌性指數(shù)(TI)和熱穩(wěn)定韌性指數(shù)(TTI)外. 又提出更全面更可靠的抗壓破碎強(qiáng)度(cFS)指標(biāo), 它反映了鋸切應(yīng)用中晶體在動態(tài)下的負(fù)荷及實(shí)際強(qiáng)度分布。該公司還開發(fā)MBS Ti2一鍍鈦金剛石與MBS Q2一鍍鉻金剛石,前者適于高溫?zé)Y(jié)的鐵一鎳,鈷一青銅結(jié)合劑, 后者適于低溫?zé)Y(jié)的鐵一青銅基結(jié)合劑,鍍層金剛石與結(jié)合劑有很強(qiáng)的化學(xué)與機(jī)械把持力, 提高單晶的抗氧化性與破碎強(qiáng)度,可減少金剛石脫落, 提高鋸片壽命。
2.2重視粉末. 眙體與饒結(jié)工藝的研究
金剛石工具的綜合性能取決于金剛石、胎體、加工對象與鋸切設(shè)備及其工作方式。而胎體承擔(dān)著分散與把持住金剛石,防止其脫落, 又使金剛石不斷出刃,保持合理的突出高度, 與金剛石磨損速率相匹配,還要承擔(dān)與分散沖擊載荷與散熱。因此國外有專門的公司與廠家為金剛石工具制造商提供單體金屬粉末及鋸切不同對象(如大理石、花崗石、混凝土與鋼筋混凝土)的專用胎體粉末。如美、加的Kennamet—al Inc., 法國的Eurotua~stene 公司, 德國的DR FRITSCH KG。這些公司對單體金屬粉末都提供燒結(jié)證書與測試報(bào)告。對胎體粉末則提供主要成分、平均粒度、燒結(jié)溫度與壓力. 不同燒結(jié)溫度時(shí)刀頭(節(jié)塊)的密度與硬度曲線。Kennametal Inc.提供鈷基,鎳基與鐵基胎體粉末1O多種。Dr Frltsch KG提供鉆基與無鈷胎體粉末3O多種。幾十年來在歐美工業(yè)金剛石工具中鈷基是主要胎體成份。但是近年來對鈷的有效技術(shù)性能有所爭論,更嚴(yán)重的是鈷被列為可疑致癌物質(zhì).故在制造與使用時(shí)必須采取嚴(yán)格的預(yù)防措施。加之價(jià)格昂貴,同時(shí)價(jià)格與供應(yīng)貨源有時(shí)有起伏與波動。Boart longyear Diamond Products【LB—DP]公司經(jīng)過較長時(shí)間的技術(shù)與經(jīng)濟(jì)評價(jià)工作.認(rèn)為鎳與鐵兩者可取代鉆, 兩者在化學(xué)上與鈷接近, 并且貨源充足。但隨后鎳粉被證實(shí)屬于致癌物質(zhì).故集中精力. 經(jīng)過多年的研究及在實(shí)驗(yàn)室與各地的生產(chǎn)試驗(yàn).開發(fā)鑒定了鐵基粉末工藝技術(shù)。鐵基胎體價(jià)格穩(wěn)定、成本低.貨源充足, 其產(chǎn)品性能與鈷基相當(dāng).有時(shí)還有所提高.具有市場競爭力, 在南非該公司的產(chǎn)品有一半采用鐵基胎體。為了促進(jìn)金剛石工具廠燒結(jié)工藝的革新. 瑞士Innovative Sintering Tech110logiesLtd在今年3~5月分別在瑞士、德國與意大利為金剛石工具廠舉辦粉末冶金、冷壓與熱壓工藝的革新及金屬結(jié)合劑金剛石工具合理生產(chǎn)與應(yīng)用的課程培訓(xùn)與研討。
在燒結(jié)工藝方面:強(qiáng)調(diào)粉末制粒工藝.提高了金剮石在胎體中的均勻分布。采用冷壓一有保護(hù)氣體的熱壓燒結(jié)工藝.有效提高了刀頭密度與燒結(jié)質(zhì)量.實(shí)現(xiàn)預(yù)先設(shè)計(jì)與數(shù)控?zé)Y(jié)工藝, 突破傳統(tǒng)的鈷制作基胎體配方.開始以鐵代鈷制作眙體。
2.3鋸片基體生產(chǎn)專業(yè)化
鋸片基體的生產(chǎn)主要集中于專業(yè)化的大廠家.如德國的Heinich Mummer&off Gmbh&Co.KG.美國International Knife& saw Iac.。法國的ED~SSO--WERK公司與ALTEA公司及意大利的s.A.F.A.S.P.A.公司。最大的鋸片直徑已經(jīng)高達(dá)5m,為激光焊接鋸片提供低碳合金鋼基體,為滿足環(huán)保要求生產(chǎn)三明治消音基體和帶溝槽的低噪音基體。為保證批量生產(chǎn)與嚴(yán)格的質(zhì)量要求,在基體生產(chǎn)中采用不少先進(jìn)的自控設(shè)備。如激光成形切割, 計(jì)算機(jī)控制熱處理, 高速磨削開齒槽, 萬能應(yīng)力滾壓一測試機(jī)。最近Paf—fenhoff公司還推出PSR1601型工業(yè)PC機(jī)控制的集測量+應(yīng)力消除+滾壓校平+試驗(yàn)四種功能于一體的設(shè)備用于基體生產(chǎn)。
2.4鋸片加工設(shè)備自動化
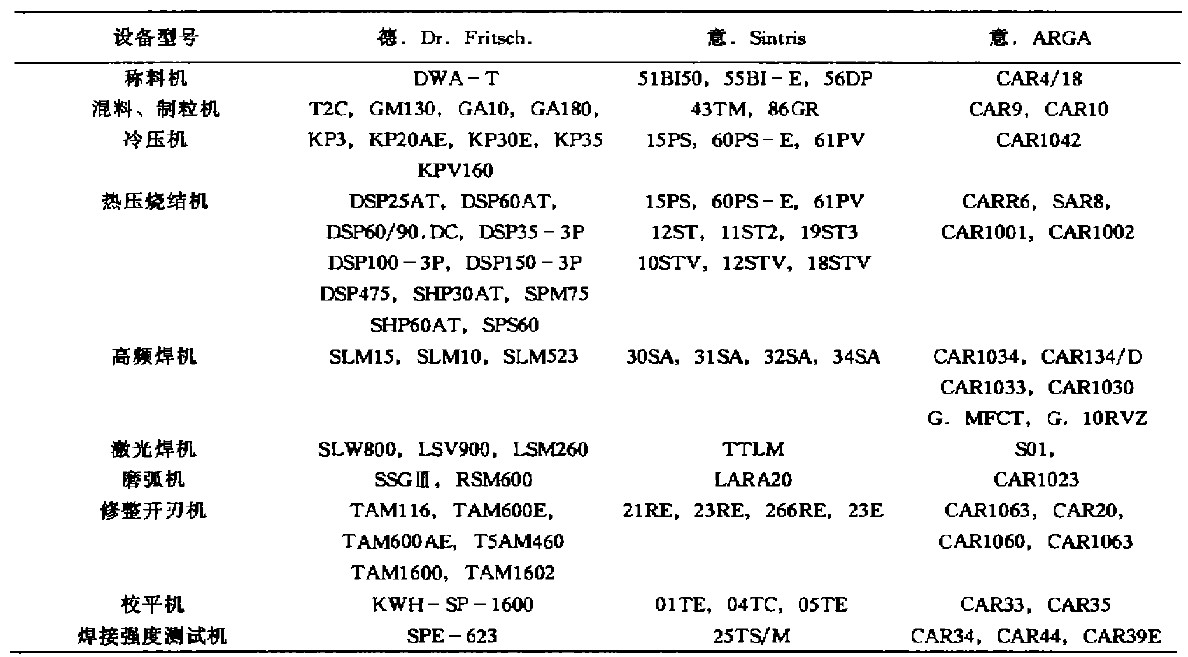
為了保證鋸片的加工質(zhì)量與重復(fù)批量生產(chǎn),國外都采用經(jīng)過不斷改進(jìn)的單臺專用自動化程度較高的加工設(shè)備。專門生產(chǎn)供應(yīng)這種設(shè)備的有德國的Dr.Fritsch公司.意大利的Sintris公司和ARGA公司。他們生產(chǎn)的系列產(chǎn)品見表3。
意大利ARGA公司為金剛石鋸片廠設(shè)計(jì)了一條自動與半自動鋸片生產(chǎn)線, 可生產(chǎn)Ø100~180ram鋸片,每班600片;Ø200-250ram鋸片,每班360片;Ø260-350mm鋸片, 每班160片, 生產(chǎn)由裝模.給料.冷壓.預(yù)熱,爐內(nèi)加壓.熱壓燒結(jié), 出爐轉(zhuǎn)運(yùn).強(qiáng)制風(fēng)冷,水冷卻器強(qiáng)制冷卻,卸模,滾壓校正與清模等工作組成。
表3 鋸片生產(chǎn)設(shè)備
2.5激光焊接鋸片獲得發(fā)展
歐美各國用戶對鋸片使用的安全性、可靠性及防止刀頭脫落的危險(xiǎn)要求越來越高,因此激光焊接鋸片獲得發(fā)展。激光焊接的優(yōu)點(diǎn)是:焊接熔深大,焊縫深寬比較大,故刀頭與基體的結(jié)合強(qiáng)度比較高,焊接牢靠. 由脫片 }起的傷害危險(xiǎn)性大大減小。激光光斑直徑小, 比能小,熱影響區(qū)小.焊接區(qū)不易變形。當(dāng)干切或冷動不夠時(shí),其高溫強(qiáng)度高.而不易變形。當(dāng)干切或冷卻不夠時(shí),其高溫強(qiáng)度高.而不易使鋸片產(chǎn)生應(yīng)力或變形。由于焊接速度快,熱作用區(qū)小.冷卻速度快,焊接易于實(shí)現(xiàn)自動化與高效生產(chǎn)。其缺點(diǎn)是設(shè)備昂貴,投資大.對胎體材料有嚴(yán)格要求,要使用過渡層。對刀頭與基體加工精度要求高.基體材料必須使用低碳合金鋼。
為生產(chǎn)激光焊接鋸片DR.FRITSCH公司可提供LSMS00全自動焊機(jī)與Lsvg00半自動焊機(jī)。意大利SINTRIS也提供三坐標(biāo)自動焊機(jī)。LSM800激光焊機(jī)采用1700W co2激光器, 電腦數(shù)控。將鋸片基體小車推進(jìn)后,全部焊接過程自動化, 可焊接Ø115- 800mm. 鋸片刀頭長20~50mm, 高5~10mm,厚2-2.6mm, 鋸片直徑公差±0.05mm。刀頭焊前必須進(jìn)行磨弧處理。高頻焊接刀頭抗彎強(qiáng)度一般為35O~600N/mm2 ,激光焊接時(shí)可達(dá)1800N/mm2.最早采用激光焊接鋸片的有英國的Nimbus公司,意大利MG公司, 比利時(shí)Diamant Boart公司, 美國的Norton公司。南韓金剛石工具廠大都有激光焊接的鋸片產(chǎn)品。
2.6金剛石繩鋸獲得廣泛的應(yīng)用
作為金剛石工具發(fā)展過程中的第三代產(chǎn)品, 經(jīng)過廿年的研究、開發(fā)與完善,金剛石繩鋸不但廣瑟應(yīng)用于大理石開采, 還可用于砂巖、花崗巖等的切割;不但用于露天采石場, 還可用于地下窄礦脈及巖爆危險(xiǎn)的地下金礦的開采; 不但用于異型石材制品的加工,還可用于建筑與道路工程的鋼筋混凝土的拆毀與修整。意大利200多個(gè)采石場全部推廣與使用金剛石串珠繩鋸,南非地下開采中現(xiàn)有18套繩鋸在使用。我們對10個(gè)國家與地區(qū)的26個(gè)金剛石工具廠的調(diào)研表明.金剛石串珠繩年產(chǎn)量達(dá)100萬米,其實(shí)際需要量還在不斷增長。
金剛石繩鋸的廣泛應(yīng)用與強(qiáng)大的生命力,這主要是它具有如下一系列優(yōu)點(diǎn):設(shè)備簡單, 易于安裝. 不受場地與空間條件的限制.可進(jìn)行水平、垂直與傾斜方向的切割,適應(yīng)性強(qiáng);工作時(shí)間噪音低振動小,對周圍環(huán)境干擾小;顯著提高石材開采的荒料率, 保護(hù)珍貴的石材資源, 并可降低開采成本;可開采出大尺寸荒料, 增大成材規(guī)格, 充分發(fā)揮先進(jìn)石材加工設(shè)備的效率,增加板材產(chǎn)品規(guī)格, 切割效率與經(jīng)濟(jì)效益;可加大各種形狀的花崗巖與大理石異型制品,大大提高附加值與效益;可快速、安全地對建筑工程進(jìn)行改造、修整與拆毀。
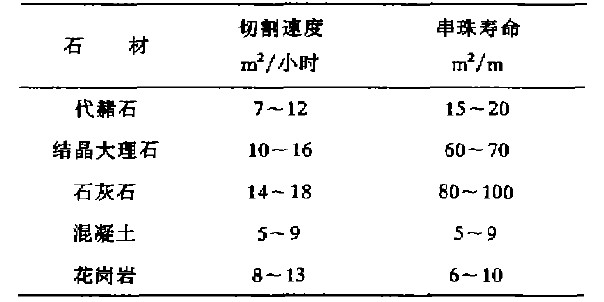
DiamantBoart公司在開發(fā)金剛石繩鋸方面做了大量工作。早期生產(chǎn)金剮石鋸機(jī)有DIAFIL180,DI—AFIL1000,DIAFIL2000與DBRAOL繩鋸導(dǎo)孔鉆機(jī)。此外德國的Carl Meyer與Atbes. 比利時(shí)的DebeLLe,Smetcoren.意大利的Pecoblitz,DF2000與Falc0鋸機(jī)及最近生產(chǎn)的Bidese impianti四軸數(shù)控仿形鋸機(jī).可鋸切石材尺寸為2.1×3.55×2.5m。一次可鋸下厚1.5cm的板1O塊,主機(jī)功率70H.P, 全部鋸切參數(shù)實(shí)現(xiàn)數(shù)控,一人可同時(shí)管理3臺鋸機(jī)。最多繩數(shù)為1O根.其線速度為15~33m/s, 串珠直徑為8mm, 每米44個(gè)串珠, 長65m, 切縫寬8.5±0.5mm, 每日可切割250m2, 相當(dāng)2臺框架鋸機(jī)效率。日本Ya—maI1a公司也研制出YGN一1型多繩鋸機(jī)。意大利還生產(chǎn)一種Pentadiam多繩仿形鋸機(jī),用于異型石材制品加工。串珠的尺寸與性能及使用效果見表4、5。
表4 金剛石串珠規(guī)格
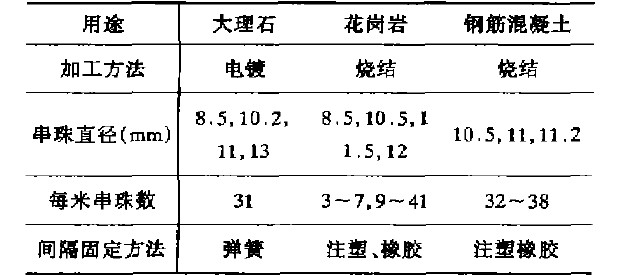
表5 金剛石繩鋸據(jù)切效果
串珠繩的鋼絲采用49,133股.外徑5mm 的多股不銹鋼鋼絲繩,抗拉強(qiáng)度160~180公斤/ram2。電鍍串珠繩采用DeBeersCo.SDA—E型35/45目金剛石。胎體的金剛石濃度5O~55%, 電鍍厚度要求嚴(yán)格控制。鍍層lmm, 有單層鍍與雙層鍍兩者, 后者使用壽命較長, 電鍍串珠主要用于切割大理石。切割花崗巖主要采用冷墳燒結(jié)串珠。為此De Fritsch公司研制出KP3 型冷壓機(jī), ARGA 公司專門生產(chǎn)CAR1042冷壓機(jī)用于壓制金剛石串珠, 每小時(shí)可壓制420個(gè), 重量精度可達(dá) 0.03克。切割花崗巖燒結(jié)串珠采用40/50目金剛石,金剛石用量0.37ct/個(gè)。切割鋼筋混凝土用燒結(jié)串珠,多采用SDA100+、SDA85+金剮石,30/40,40/50,50/60目金剛石,濃度為38~5O%左右。串珠之間的間隔,切割大理石的串珠采用彈簧間圈. 切割花崗巖與混凝土則采用注塑保護(hù)間圈,或采用氨基甲酸乙醇橡膠。這有利于串珠壽命的提高。
2.7重視石材可鋸性與鋸切機(jī)理的研究
為滿足市場的需要,根據(jù)石材的性能,研制與推出性能優(yōu)化的金剛石工具,并推薦合理的工作參數(shù),實(shí)現(xiàn)高效低成本的切割,以達(dá)到擴(kuò)大產(chǎn)品銷售的目的。各國金剛石工具制造商都重視石材可鋸性研究與評價(jià)。如wINTER公司依據(jù)磨蝕性將石材分為四級。意大利DIAMANT-D公司通過200多種花崗巖的試驗(yàn)研究.提出相對鋸切指數(shù)ISR的測定計(jì)算方法。近年來意大利地質(zhì)部門.~SSODLAM[意大利金剛石工具制造商協(xié)會】與MARMOMACHINECLUB合作對l1種花崗巖與大理石的巖相學(xué)、物理機(jī)械性質(zhì)與努譜硬度【Knoop]進(jìn)行測定。并由DeBeers公司與D.E公司進(jìn)行切割工藝試驗(yàn),最終提出以HK25,HK75/HK75為依據(jù)的可鋸性分級圖表。
為使用戶正確選用金剛石、胎體、鋸片及鋸機(jī)的鋸切參數(shù),DeBeersCo ..G.E.Co ..DiamantBorartCo .與Boart Long'years公司對石材的鋸切機(jī)理、金剛石、胎體及刀頭的磨損機(jī)理的研究做了大量工作。最近德國設(shè)諾威大學(xué)采用宏觀與微觀兩種測試技術(shù), 對鋸片磨損過程進(jìn)行測定,探討了不同巖石與鋸機(jī)工作參數(shù)條件下金剛石、胎體、刀頭的磨損過程與機(jī)理,為改進(jìn)胎體配方與鋸片質(zhì)量提供科學(xué)依據(jù)。
3.迎接新世紀(jì)的金剮石工具行業(yè)
金剛石工具行業(yè)怎樣迎接新世紀(jì),妊入2000年.下面將意大利25家金剛石工具廠家的意見與看法歸納如下:
(1)面對市場, 特別是世界市場, 積極參與市場競爭,快速準(zhǔn)確地滿足用戶與市場的需要,技術(shù)進(jìn)步與市場開發(fā)并舉, 用市場需要刺激技術(shù)進(jìn)步, 用技術(shù)進(jìn)步促進(jìn)市場開發(fā)。對印度, 巴西與東歐市場看好。市場是全球性的,但是對于 殉國家,地露與她質(zhì)條件下.對產(chǎn)品的要求是不一樣的,市場的競爭將是質(zhì)量、價(jià)格與服務(wù)三個(gè)因素方面的競爭.強(qiáng)調(diào)合理的價(jià)格質(zhì)量比與價(jià)格性能比, 力求用生產(chǎn)自動化以降低生產(chǎn)成本。
(2)強(qiáng)化產(chǎn)品質(zhì)量與標(biāo)準(zhǔn)。一致認(rèn)為市場競爭很重要的方面是產(chǎn)品質(zhì)量的競爭。貫徹與執(zhí)行UNIONISO9000質(zhì)量認(rèn)證體系及FEPA標(biāo)準(zhǔn)是重大措施。
(3)開發(fā)新產(chǎn)品迎接新世紀(jì)。開發(fā)新產(chǎn)品占領(lǐng)市場迎接新世紀(jì)是大家的共同打算,但是開發(fā)什么樣的新產(chǎn)品眾說紛紜。認(rèn)為金剛石繩鋸, 多片圓盤組合鋸與框架鋸的金剮石鋸片及金剮石窄帶鋸有待進(jìn)一步完善與擴(kuò)大市場. 比較多的看法是花崗巖板材的磨平與拋光用金剛石工具是今后重要的產(chǎn)品與發(fā)展方向。
(4)積極開拓國際市場, 要讓我國的鋸片走向世界.必須吸收國外鋸片發(fā)展的成功經(jīng)驗(yàn),發(fā)揮我們的優(yōu)勢,積極開拓國際市場, 而國際市場競爭是激烈的,如歐洲l5國磨料工具與磨料的制造和供應(yīng)商就有2000多家。意大利大理石加工設(shè)備俱樂部(Mar—momachhae CLUB)有270個(gè)成員. 其中金剛石工具制造商就有40家,去年秋天在芝加哥舉行的國際五金工具博鑒會有參展公司3500多家, 我國公司近500余家, 我國、香港和臺灣有330多家, 金剛石工具參展廠家有幾十家。
(5)實(shí)施ISO9000質(zhì)量管理與質(zhì)量保證體系,并取得其認(rèn)證, 這是使我們的產(chǎn)品走向世界的第一張通行證.國外有名的金剛石及其制品廠家如De Beers公司、G.E.公司、Boart Longyears公司都早已貫徹執(zhí)行與取得ISO9000認(rèn)證,都以此來加強(qiáng)自己的國際競爭實(shí)力,并取信于用戶。
(6)利用多媒體技術(shù)與信息網(wǎng)絡(luò)向世界推出自己的產(chǎn)品與公司形象,丑p在國際互聯(lián)網(wǎng)(Intemet)建立自己的主頁(Home Page)與電子郵件(E—Mail)地址,讓世界各地用戶能夠迅速訪問我們, 了解我們的產(chǎn)品,進(jìn)行商務(wù)談判與成交合同。
(7)不斷創(chuàng)新:在產(chǎn)品結(jié)構(gòu)、形象設(shè)計(jì)上, 加工工藝上不斷創(chuàng)新, 不斷向用戶提供更多、更好的新產(chǎn)品。提高產(chǎn)品質(zhì)量、降低生產(chǎn)成本、改進(jìn)銷售服務(wù).加強(qiáng)自己的競爭能力。因?yàn)槟壳皣H市場的競爭.就是在質(zhì)量、價(jià)格、與服務(wù)三個(gè)方面的競爭, 要不斷提高產(chǎn)品的價(jià)格質(zhì)量比, 價(jià)格性能比。要按質(zhì)、按量、及時(shí)地向用戶提供產(chǎn)品, 以適應(yīng)代理商與用戶的要求。
(8)提高鋸片的安全性與切割效率(鋒利度)與壽命.歐美用戶對鋸片的安全性提出了更高的要求,因此激光焊接鋸片得到發(fā)展。鋒利好切是用戶對鋸片的第一感受與評價(jià)。
(9)注重產(chǎn)品的表面加工與包裝質(zhì)量。作為商品, 國外用戶特別注意鋸片的外觀表面加工質(zhì)量及包裝。它有助于產(chǎn)品的推銷. 用戶的信任。
(10)提高鋸片的總體水平, 使自己的產(chǎn)品進(jìn)入專業(yè)產(chǎn)品市場, 國際鋸片市場基本劃分為底價(jià)位的DIY (Do is yourself)產(chǎn)品, 通用性(Universa1)產(chǎn)品與專業(yè)性(Professiona1)高價(jià)位產(chǎn)品。前者價(jià)位低、市場小;后者價(jià)位高、市場大、利潤高。
(11)注意人才的培養(yǎng), 工人素質(zhì)的提高. 注重知識創(chuàng)新.提高產(chǎn)品的科技含量。知識經(jīng)濟(jì)時(shí)代已經(jīng)來臨.產(chǎn)品與市場的競爭.將是知識與人才的競爭,創(chuàng)新能力的競爭.只有這樣才能有鋸片的新材料、新配方、新工藝、新產(chǎn)品。才會使企業(yè)立于不敢之地。
(12)注重市場分析, 找準(zhǔn)市場定位與產(chǎn)品的發(fā)展方向。為此國外有專門的機(jī)構(gòu)進(jìn)行這方面的工作,如美國一機(jī)構(gòu)曾對超硬材料的發(fā)展.做過市場分析。意大利的Marmomaehine CLUB每年都發(fā)表他們對世界石材市場的分析,進(jìn)出口量及金額的統(tǒng)計(jì)。去年底英國的Materials Technology Publicatioaas曾出版一個(gè)歐洲和國際磨料工業(yè)的市場/工藝技術(shù)報(bào)告,對各種磨料產(chǎn)品市場進(jìn)行了較詳盡的分析。對于一個(gè)企業(yè)也要通過多種渠道、多種媒體對市場進(jìn)行自己的分析,以便制定產(chǎn)品的發(fā)展方向, 材料與工藝的改進(jìn)措施等。








 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號