

 手機資訊
手機資訊 官方微信
官方微信摘要:利用復合電鍍法,以直徑聲O.3mm的琴鋼絲為基體,選取400#的金剛石作為磨料,選用瓦特型鍍液,采用埋砂法制造金剛石線鋸。利用顯微鏡測試了鍍層厚度,利用體視顯微鏡觀察了線鋸形貌。結果表明,上砂電流密度在2.0A/dm2,上砂時間20min時能夠獲得金剛石磨粒分布均勻、與基體結合力好的金剛石線鋸;給出了本實驗條件下制造電鍍金剛石線鋸的最佳電鍍工藝參數。
關鍵詞:電鍍;金剛石線鋸;制造工藝
Study on Manufacturing Process of Electroplated Diamond wire Saw
Gao Wei,Dou Baixiang,Li Yanhong,Liu Wei
Abstract:A composite electroplating process W88 used to electroplated diamond wire saw.Piano wire Was chosen as the platedcore of the electroplated diamond wire and the diamond size Was 400’.Putting the wire into diamond abrasives and Watt·typesolution were used to manufacturing the diamond wire saw.The coating thickness and morphology of the diamond were analyzed bymicroscope and stereomicroseope.The results show that the current density of the Ni-diamond composite electroplating in the range of 2.0A/din2 and the time of the Ni—diamond composite electroplating Was 20rain,diamond abrasives will be distributed well and the coating had better adhesion to the substrate.The optimum process parameters of manufacturing the diamond wire SaW Were confinned.
Keywords:electroplated;diamond wire SaW;manufacturing process
1 引言
隨著硬脆材料應用的日益廣泛,對其加工要求也越來越高,特別是對單晶硅、寶石等貴重硬脆材料的精密切割加工要求越來越高。然而,我國的硬脆材料高效精密切割加工還處在發展階段,加工效率較低,材料浪費嚴重。目前,在硅晶體等硬脆材料的切割中主要采用游離磨料線鋸切割技術,即邊切割邊向鋼絲送帶有磨料的漿液(金剛石或碳化硅漿液)。但是游離磨料線鋸切割技術具有明顯的缺點:切割效率低,鋸口損耗大,表面粗糙度和面型精度難以控制,漿液回收困難,工作環境惡劣等【1】。
為解決上述問題,固結磨料線鋸的研究越來越受到國內外研究者的關注,特別是電鍍金剛石線鋸和樹脂結合劑線鋸的研究【1-3】,但樹脂結合劑線鋸的耐磨性和耐熱性不如電鍍金剛石線鋸好。金剛石線鋸是將高硬度、高耐磨性的金剛石磨粒通過電鍍的方式牢固地把持在鋼絲基體上而制成的一種切割工具。此外,電鍍金剛石線鋸具有切割效率高、鋸切力小、鋸縫整齊、切面光整、出材率高、噪音低,對環境污染小等優點,不僅適用于加工石材、玻璃等普通硬脆材料,而且特別適合鋸切陶瓷、寶石、水晶等貴重的硬脆材料【4】。本文利用復合電鍍法研究了電鍍金剛石線鋸的制造工藝,并給出了制造電鍍金剛石線鋸的最佳工藝參數。
2 鋸絲的制備
鋸絲基體采用強度高、柔韌性好的直徑≯0.3鋼琴絲,金剛石采用英國De Beers公司提供的400#的天然金剛石磨料。本實驗制造的電鍍金剛石鋸絲長度為300mm。電鍍金剛石鋸絲的制備工藝流程如圖1所示。
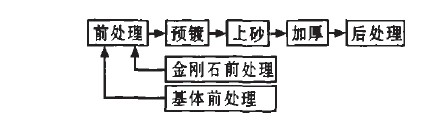
圖1 電鍍金剛石鋸絲制備工藝流程圖
2.1前處理
實驗前要對基體進行前處理。前處理的目的是去掉鋸絲基體上的油污和氧化層,提高基體和鍍層間的結合力。電鍍金剛石線鋸的前處理工序與普通電鍍的前處理工序基本相同。前處理的主要工序如圖2所示。

圖2 前處理的主要工序
先用400。的砂紙將基體表面較厚的氧化皮磨掉;再用金屬清洗劑配制的堿液煮沸30min,除去基體表面的油污;然后將沖洗干凈的鋼絲放到10%的鹽酸溶液浸蝕5min,除去基體上殘留的氧化皮和銹;最后用去離子水清洗干凈。
磨料選擇400#的金剛石,磨粒直徑為38um。金剛石在使用之前要經過磁選處理,金剛石由于有磁性包裹體的存在,在電鍍中容易引起鎳瘤,因此在電鍍前應用磁鐵將磁感應較大的金剛石除去。水對金剛石的浸潤性較差,由于界面張力的作用,使金剛石在鍍液中漂浮,影響上砂,所以在上砂前要對金剛石使進行堿洗和酸洗,以提高金剛石的親水性,還能除去金剛石表面的雜質。本實驗采用的處理方法為:將金剛石磨料放入NaOH溶液中煮沸10min,除去金剛石表面的油污;再放入濃HNO3溶液中浸泡24小時,去除表面雜質,同時使金剛石表面變得粗糙,達到親水目的;最后用去離子沖洗后用鍍液浸泡以備使用。
2.2鍍液的成分及電鍍設備
實驗選用瓦特型鍍液進行電鍍金剛石線鋸,具體的鍍液組成見表1。
表1 鍍液組成

實驗在自制的電鍍設備上進行,電鍍電源采用HYl711型直流電源,電壓和電流分別可在0—30V和0—1.2A的范圍內連續可調。為提高電流調整的精確度,串聯一個0—500mA的電流表。電鍍時采用水浴加.熱,電鍍槽用4mm厚的硬PVC板制成,電鍍槽尺寸為400mm×150mm×200mm。砂槽使用Imm厚的硬聚氯乙烯板,用樹脂膠粘結而成,要求越小越好,但又必須保證基體在砂槽中放置時與砂槽內壁保持2—3mm左右。砂槽尺寸為300mm×30mm×35mm。砂槽個表面盡可能多的鉆上直徑為3mm的小孔,打磨平后將400#尼龍網用膠粘在砂槽內壁。采用四條穩固的PVC腳腿支起砂槽,使其不與電鍍槽底直接接觸,以增加透氣性。鍍液溫度為35℃,鍍液溫度由TDA系列溫度顯示調節儀控制。鍍液的PH值為4.5。
2.3預鍍
鋸絲基體經過前處理后可以進行預鍍鎳,預鍍的目的是為了在基體與金剛石之間增加一個過鍍層,增加鍍層與基體的結合力。鍍層與基體的結合力是影響工具壽命的重要因素,鍍層結合力大小與預鍍電流密度的大小有密切關系。實驗l為預鍍電流密度對鋸絲鍍層結合力的影響。實驗采用的預鍍時間為30min,電流密度分別為0.5A/dm2、1A/dm2、1.5A/dm2、2A/dm2,然后將鋸絲纏繞在直徑為20mm的圓柱上觀察鍍層的裂紋與剝離現象,來評價鍍層與基體的結合力。通過實驗1確定了最佳預鍍電流密度。
實驗2為鍍層厚度與時間的關系。實驗采用的電流密度為1.5A/dm2,預鍍時間分別為10min、20min、30min、40min、50min,通過實驗2得出了鍍層厚度與時間的關系曲線,從而確定了預鍍時間。
2.4上砂
經過預鍍之后就可以進行上砂了,上砂是把剛石磨粒電鍍到預鍍的鎳鍍層上,是電鍍金剛石線鋸制作中最關鍵的一步。上砂一般分為埋砂法和落砂法。埋砂法是將鋸絲基體埋入砂槽中,輕輕晃動砂槽使金剛石磨料與鋸絲基體緊密接觸,確保上砂均勻。落砂法是采用攪拌的方法使金剛石磨料懸浮在鍍液中對鋸絲基體進行上砂的方法。由于不銹鋼絲基體為圓柱形,落砂法很難保證在鋼絲表面均勻地沉積金剛石磨料,所以實驗采用埋砂法。影響金剛石密度的因素有上砂電流密度及上砂時間。當上砂時間為20rain時,改變陰極電流密度,研究陰極電流密度對鋸絲表面金剛石磨料密度影響。上砂電流密度分別為0.5A/dm2、1.0A/dm2、1.5A/dm2、2.0A/dm2、2.5A/dm2,通過實驗確定了金剛石磨料分布均勻的最佳上砂電流密度。當上砂電流密度為2.0A/din2時,通過改變上砂時間得出金剛石磨料分布均勻的最佳上砂時間,實驗采用的上砂時間分別為20min、30rain、40rain、50rain。
2.5 加厚
上砂后,便可進行加厚。加厚就是隨著電鍍時間的加長,使鍍層沉積到一定的厚度。理想的厚度是將金剛石粒徑的2/3埋在鍍層里。在1.5A/din2的電流密度下,按時間公式計算出理論加厚時間為
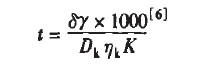
式中t——電鍍時間(h)
§——鍍層厚度(對于電鍍金剛石來說厚度取金剛石顆粒的平均粒徑mm)
r——金屬比重(對于鍍鎳取8.8g/cm3)
Dk——電流密度(一般取1.5A/dm2)
n——電流效率(鍍鎳時取95%)
K——電化當量(鎳的電化當量為1.095)
計算結果為2h,通過實驗得出,當加厚時間為1.2h時,得到的鍍層厚度能將金剛石粒徑的2/3埋在鍍層里。理論加厚時間和實際加厚時間差別很大,其原因是金剛石的存在占了總體積的50%左右,因此,縮短了電鍍時間。
2.6后處理
電鍍結束后,取出鋸絲用去離子水沖洗干凈,進行除氫處理。電鍍過程中,總會有H+在陰極上還原為H原子,其中一部分形成H2排出,另一部分則以H原子形態滲入到基體和鍍層的金屬晶格中,即滲氫。滲氫使晶格歪曲,因此產生很大的內應力,發生“氫脆”現象。為了預防電鍍金剮石線鋸在使用時發生氫脆現象,電鍍完成后就要立刻進行除氫處理,一般是將鋸絲放在烘箱中加熱至200。C并保溫2小時。
3 電鍍工藝參數對鋸絲質量的影響
3.1預鍍電流密度及預鍍時間
預鍍電流密度對鍍層結合力的影響見表2
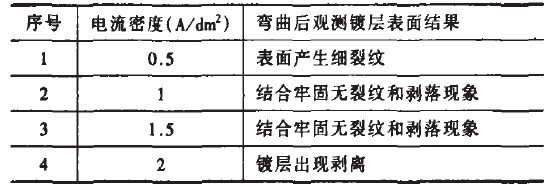
由表2可以看出,當陰極電流密度為0.5A/dm2時,彎曲后鍍層表面產生微細裂紋,這是因為電流密度過低,陰極極化作用小,鍍層結晶晶粒較粗而導致的。當電流密度在1.0—1.5A/dm2時能夠獲得較好的鍍層結合力,這時電流密度使鍍層結晶細致緊密,內應力小,所以彎曲時無裂紋和剝落現象。當電流密度為2.0A/dm2時,由于超過了獲得良好鍍層的電流密度上限,陰極析氫嚴重使鍍層結晶不規律,內應力過大,因此,彎曲后鍍層出現剝離現象。所以,為了提高電鍍效率,取預鍍電流密度為1.5A/dm2。
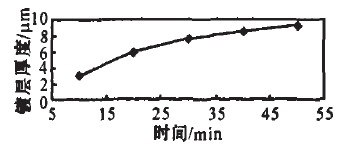
圖3是鍍層厚度與時間的關系曲線,在開始電鍍時,由于鋼絲基體直徑較小,所以鍍層厚度增加較快,隨著電鍍過程的進行,被鍍件的直徑逐漸增加,因為電流密度不變,所以被鍍件的直徑變化較緩慢,及鍍層厚度增加量逐漸減少。反應在圖上即為鍍層增長厚度的斜率逐漸減小。
預鍍層厚度一般為1—3um【5】,本實驗獲得的預鍍層厚度為3um,由圖3可以看出,電流密度在1.5A/dm2時,預鍍時間為10min。圖4是利用顯微鏡拍攝的此參數下的鍍層厚度。

圖4 鍍層厚度
3.2上砂電流密度對上砂金剛石密度的影響
當上砂時間為20min時,改變陰極電流密度,研究陰極電流密度對鋸絲表面金剛石磨料密度影響。當陰極電流密度為0.5A/dm2時,金剛石磨粒之間的間隔較大(見圖5a)。當陰極電流密度為1.0A/dm2時,鋸絲表面的金剛石磨料濃度增大,但是分布均勻,沒有出現團聚狀態(見圖5b)。當陰極電流密度為1.5—2.0A/dm2時,磨粒濃度沒有明顯變化,分布均勻(見圖5e、d)。當電流密度為2.5A/dm2時,出現燒焦的現象。
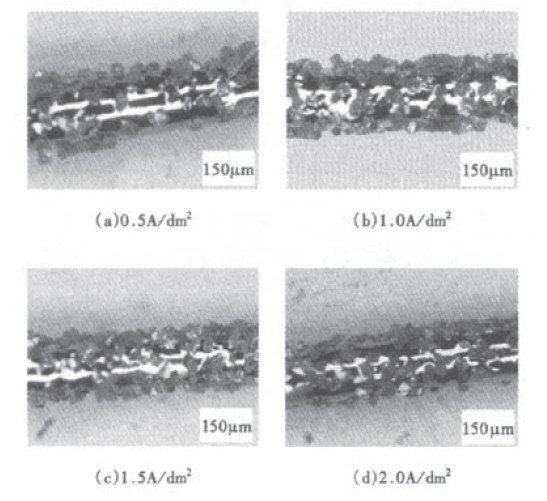
圖5 陰極電流密度對上砂金剛石密度的影響
由于鍍層的生長速度隨著電流密度的增大而增大,當電流密度為0.5A/dm2時,鍍層的生長速度較慢,部分磨粒在上砂過程中埋入深度太淺而在卸砂過程中脫落,因此在復合鍍層中沉積的磨粒相對較少。當電流密度在1.0A/dm2—2.0A/dm2時,鍍層中沉積的金剛石數量基本穩定,而且分布均勻,沒有出現鎳瘤等不良現象。當陰極電流密度增加到2.5A/dm2時,出現燒焦現象,這說明已經超出了獲得良好鍍層允許的電流密度上限。電鍍質量差或難以鍍上金剛石磨料,將嚴重影響鋸絲的切削能力和使用壽命。因此,上砂電流密度在1.0 A/dm2—2.0A/dm2時,均能獲得質量較好的線鋸,為了提高電鍍效率,選用的最佳陰極電流密度為2.0A/dm2。
3.3上砂時間對上砂金剛石濃度的影響
上砂時間過長,會使金剛石顆粒的密度過大,并且使金剛石的出刃高度產生較大差別,增大鋸絲直徑。當金剛石密度過大時,鍍層中鎳的含量將大大減少,甚至金剛石之間產生直接接觸,從而使鎳鍍層對金剛石的把持力大大降低,金剛石顆粒容易脫落。
實驗發現:當上砂時間超過40min時,金剛石密度會大大增加。圖6a、圖6b、圖6c、圖6d分別為上砂時間20min、30min、40min和50min時用數碼相機在體視顯微鏡上拍攝的鋸絲形貌照片。從照片上可以看到,圖6a、圖6b所示的鋸絲上金剛石顆粒分布均勻,圖6c和圖6d所示的鋸絲金剛石密度過大,部分金剛石顆粒緊密相連,這時的線鋸切割能力差。因此,最佳的上砂時間為20min。
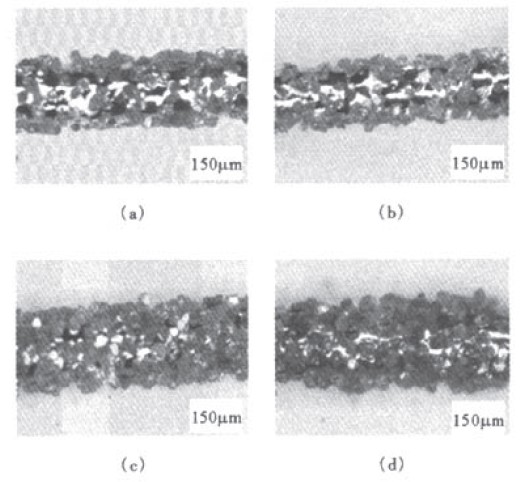
圖6上砂時間對上砂密度的影響
3.4加厚時間對金剛石埋入深度的影響
加厚時間不宜太短或太長。加厚時間太短,金剛石顆粒埋入鍍層過少,這時鍍層對金剛石顆粒的把持力差,金剛石顆粒容易脫落,如圖7a所示,其加厚時間為30min。圖7b的加厚時間為3.5h,從圖片中可以看出,由于加厚時間過長,部分金剛石顆粒幾乎完全埋入鍍層中,這時的金剛石線鋸切割能力較差。最佳加厚時間為1.2h,如圖7c所示,由圖可以看出,金剛石磨粒埋入鎳鍍層中的深度合適。
按照上述確定的最佳工藝參數進行電鍍金剛石鋸絲實驗,得出電鍍金剛石鋸絲外觀形貌照片如圖7c所示。從圖中可以看出,金剛石磨粒分布比較均勻,埋入鍍層深度適中,說明了上述實驗參數是可行的。
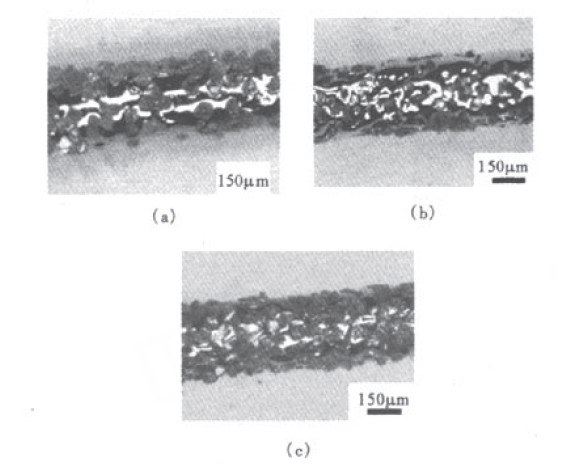
圖7電鍍金剛石鋸絲的外觀形貌
4結語
本文以直徑為0.3mm的琴鋼絲為基體,選取400。的金剛石為磨料,磨粒直徑為38um,以瓦特型鍍液為電鍍液,采用埋砂法研制了電鍍金剛石線鋸。實驗表明,所獲鍍層與基體結合力良好、金剛石磨粒分布均勻的電鍍金剛石線鋸的最佳工藝參數為:鍍液溫度為35℃,PH值為4.5,預鍍預鍍電流密度為1.5A/dm2,預鍍時間為10min,上砂電流密度為2.0A/dm2,上砂時間為20min,加厚電流密度為1.5A/dm2,加厚時間為1.2h,在電鍍結束后將鋸絲放在烘箱中加熱2000°C并保溫2小時。
參考文獻
[1]Chiba Y,Tani Y。Enomoto T,Sato H.Development of a High-Speed Manufacturing Method for Electrophted i)imnond Wire Tools[J].Annab of the CIRP,2∞3,1(52):281—284.
[2]Jun Sngawara,HirosJli Hats and Akh'a Miznguchi.Development of Fixed-Abrasive-Grain Wire Saw with less Cutting loss[J】.sei Tech.nical Review。2004。7:8·11.
[3]Toshiyuki Enomoto,Yutaka鈾i皿日齟ki,Yamldro Tanl,d a/.Development of aBesinoid Wire containing Metal Pewder for Slicing a Silicon Ingot[J].Ammls ofthe CIRP,1999,48(1):273—276.
[4]高偉.環形電鍍金剮石線鋸的制造及其切割技術與機理的研究[D].山東大學,2002.
[5]唐春華.電鍍金剛石工具工藝[J].電鍍與涂飾,2004.,4(23):61—64.
[6]梁時駿,梁啟民.電鍍層厚度的簡便計算[J].電鍍與精飾。1999。6:23—25.
第一作者:高偉,博士,副教授,青島科技大學機電工程學院,266061山東省青島市
First Author:Gao Wei,Doctor。Associate Professor,Qingdao Univemity of Science and Technology,College of Electromechanical Engineering,Qingdao 266061,Shandong,China








 豫公網安備41019702003646號
豫公網安備41019702003646號