

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要:本論文利用超短脈沖激光法對超硬材料砂輪表面進行結構化加工。利用皮秒激光(tp=10ps)在CBN砂輪表面磨削出規則圖像以降低磨削力并改善磨削效率。磨蝕結構的分析沒有觀察到激光...
摘要:本論文利用超短脈沖激光法對超硬材料砂輪表面進行結構化加工。利用皮秒激光(tp=10ps)在CBN砂輪表面磨削出規則圖像以降低磨削力并改善磨削效率。磨蝕結構的分析沒有觀察到激光加工所引起的明顯的磨粒熱損傷。通過淬硬鋼100Cr6(60HRC)的平面磨削加工工藝對結構化工具的磨削性能和磨損特性進行測試研究。實驗結果顯示工具在經過結構化處理后自銳性增強,磨削力降低了20%-25%,并顯著提高了長時間磨削加工過程中磨削力的穩定性。但最佳表面光潔度仍然由非結構化磨具所得。實驗結果還顯示磨蝕出的圖案形狀要比結構化的程度高低對磨削性能的影響更大。
關鍵詞:磨削,超硬材料,激光微加工
1 引言
CBN砂輪較之傳統磨料砂輪的優越磨削性能在很多學術研究和工業磨削工藝中得到了試驗和研究。但傳統砂輪在工業制造仍占主流;CBN制品則主要用于難切割材料如淬硬鋼和高合金工具鋼等。CBN砂輪切削速度快,材料去除率高,磨損率低,磨削表面的熱損傷小;但也伴隨著工具成本高,磨削力會增大,以及有效加工難度提高等缺陷。這就對機械設備在硬度、主軸功率和附件設備等方面提出更多更高的要求。
砂輪結構化可以影響砂輪性能,從而改善磨削區域的切屑效率和冷卻液流量。表面帶有螺旋槽的陶瓷結合劑Al2O3砂輪的磨削力可以降低30%-60%。雖然沒有觀察到徑向工具磨損,但工件粗糙度卻比較高。結構化的樹脂結合劑和陶瓷結合劑CBN砂輪在干式磨削中也可類似地降低磨削力,但磨損率顯著增大且工件表面粗糙度比較大。熱模擬和實驗結果顯示表面帶有軸向槽的砂輪可以降低磨削溫度并最終改善工件表面的整體質量性能。結構化處理除了影響磨削性能以外,Oliveira 等人還研究出了一種利用結構化砂輪磨削加工產生常規表面紋理的方法。
結構化處理通常由機械修整器來實現,也有利用激光加工工藝的。本文利用皮秒脈沖激光燒蝕技術來進行表面微結構化處理,從而改善高強度結合劑CBN砂輪的磨削性能。特別是激光加工對磨粒的影響,以及表面結構化程度對磨削性能的影響做了特別研究。
2 實驗步驟和條件
2.1 激光結構化處理
實驗利用固態皮秒激光器(波長:1064mm,脈沖持續時間:10ps)對混合結合劑CBN磨頭(CB112-91-200-H,磨粒粒度:B91,直徑:15mm)進行結構化處理。激光加工工藝在4軸激光微加工工作臺上進行。將工具夾緊在旋轉軸上,并固定在掃描鏡頭的焦點平面中心位置。通過B軸的逐步旋轉實現部分結構化加工處理;對于每一步,利用掃描頭的射束偏轉對工具表面指定區域進行分區劃分。通過放置在光束路徑上的兩個減速板對激光束進行圓形極化;其他激光參數如表一所示。在開始實驗之前,利用碳化硅砂輪(31C-80-H-10-190-V137-1)對磨頭進行修整,得到較為規則的形狀和表面。利用溝槽因子ηp對每件工具的表面結構化程度進行表征。ηp定義為結構化處理的砂輪公稱表面面積和非結構化砂輪的公稱表面面積之比。
關鍵詞:磨削,超硬材料,激光微加工
1 引言
CBN砂輪較之傳統磨料砂輪的優越磨削性能在很多學術研究和工業磨削工藝中得到了試驗和研究。但傳統砂輪在工業制造仍占主流;CBN制品則主要用于難切割材料如淬硬鋼和高合金工具鋼等。CBN砂輪切削速度快,材料去除率高,磨損率低,磨削表面的熱損傷小;但也伴隨著工具成本高,磨削力會增大,以及有效加工難度提高等缺陷。這就對機械設備在硬度、主軸功率和附件設備等方面提出更多更高的要求。
砂輪結構化可以影響砂輪性能,從而改善磨削區域的切屑效率和冷卻液流量。表面帶有螺旋槽的陶瓷結合劑Al2O3砂輪的磨削力可以降低30%-60%。雖然沒有觀察到徑向工具磨損,但工件粗糙度卻比較高。結構化的樹脂結合劑和陶瓷結合劑CBN砂輪在干式磨削中也可類似地降低磨削力,但磨損率顯著增大且工件表面粗糙度比較大。熱模擬和實驗結果顯示表面帶有軸向槽的砂輪可以降低磨削溫度并最終改善工件表面的整體質量性能。結構化處理除了影響磨削性能以外,Oliveira 等人還研究出了一種利用結構化砂輪磨削加工產生常規表面紋理的方法。
結構化處理通常由機械修整器來實現,也有利用激光加工工藝的。本文利用皮秒脈沖激光燒蝕技術來進行表面微結構化處理,從而改善高強度結合劑CBN砂輪的磨削性能。特別是激光加工對磨粒的影響,以及表面結構化程度對磨削性能的影響做了特別研究。
2 實驗步驟和條件
2.1 激光結構化處理
實驗利用固態皮秒激光器(波長:1064mm,脈沖持續時間:10ps)對混合結合劑CBN磨頭(CB112-91-200-H,磨粒粒度:B91,直徑:15mm)進行結構化處理。激光加工工藝在4軸激光微加工工作臺上進行。將工具夾緊在旋轉軸上,并固定在掃描鏡頭的焦點平面中心位置。通過B軸的逐步旋轉實現部分結構化加工處理;對于每一步,利用掃描頭的射束偏轉對工具表面指定區域進行分區劃分。通過放置在光束路徑上的兩個減速板對激光束進行圓形極化;其他激光參數如表一所示。在開始實驗之前,利用碳化硅砂輪(31C-80-H-10-190-V137-1)對磨頭進行修整,得到較為規則的形狀和表面。利用溝槽因子ηp對每件工具的表面結構化程度進行表征。ηp定義為結構化處理的砂輪公稱表面面積和非結構化砂輪的公稱表面面積之比。
表一:激光加工參數

為研究分析溝槽因子ηp對磨削特征的影響,實驗制備了一套結構化工具,其圖案類型的溝槽因子分別為ηp~60%和ηp~40%。圖案幾何形狀及其主要尺寸(寬度、深度、方向和激光間距)如圖1(左圖)所示。溝槽深度和寬度大致相當于磨粒直徑,并對所有結構化工具保持常量值。通過50%程度的重疊和13個重復磨蝕出4條平行軌道,以此獲得所需尺寸。利用間距類型的變化獲得不同的溝槽因子。
2.2 磨削
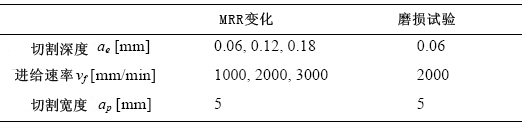
利用淬硬軸承鋼100Cr6/AISI52100(60HRC)的平面磨削加工對工具性能進行測試。所有測試在裝備有高速砂輪主軸的改進5軸銑削中心上進行操作。利用五頭噴水管噴頭進行切削液供應(合成油,Blasogrind HC5),Q=40l/min。在切削速度Vc=60m/s為常量的條件下完成兩個不同的測試步驟,以評估工具的加工性能、材料去除率的變化和磨損測試。表2為磨削參數。通過對磨削力、工件表面粗糙度和徑向工具磨損的測量,實驗對工具性能進行表征。
2.2 磨削
利用淬硬軸承鋼100Cr6/AISI52100(60HRC)的平面磨削加工對工具性能進行測試。所有測試在裝備有高速砂輪主軸的改進5軸銑削中心上進行操作。利用五頭噴水管噴頭進行切削液供應(合成油,Blasogrind HC5),Q=40l/min。在切削速度Vc=60m/s為常量的條件下完成兩個不同的測試步驟,以評估工具的加工性能、材料去除率的變化和磨損測試。表2為磨削參數。通過對磨削力、工件表面粗糙度和徑向工具磨損的測量,實驗對工具性能進行表征。
表二:磨削測試參數
3 結果和討論
3.1 結構化表面的表征
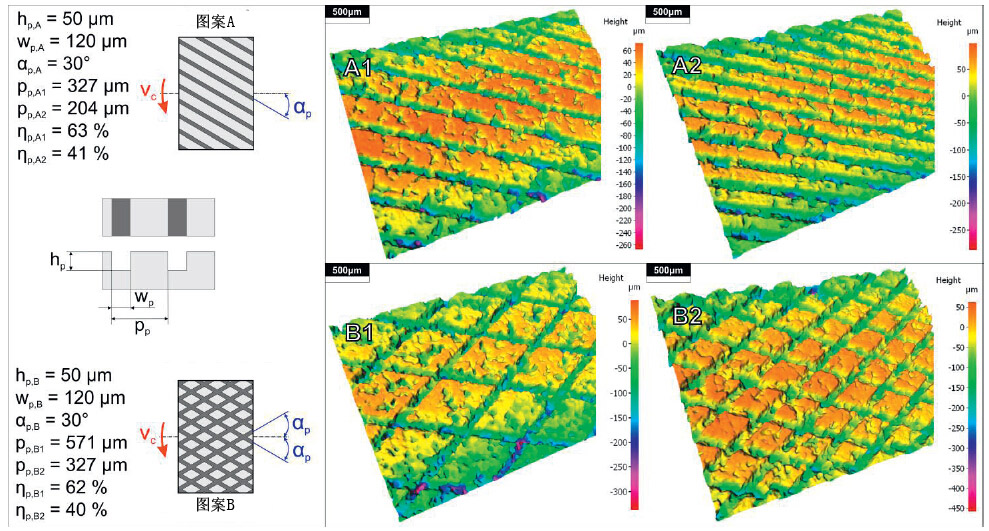
利用SEM分析和三維光學聚焦顯微鏡對結構化工具表面進行表征。圖1(右)為對應的形貌測量和不同溝槽因子條件下圖案類型尺寸間的差別。A2類型的頂部寬度縮減大概至一排CBN磨粒的寬度(包括結合劑材料);B2類型菱形簇叢僅有幾顆CBN磨粒相互粘結在一起而成。
3.1 結構化表面的表征
利用SEM分析和三維光學聚焦顯微鏡對結構化工具表面進行表征。圖1(右)為對應的形貌測量和不同溝槽因子條件下圖案類型尺寸間的差別。A2類型的頂部寬度縮減大概至一排CBN磨粒的寬度(包括結合劑材料);B2類型菱形簇叢僅有幾顆CBN磨粒相互粘結在一起而成。
圖一:溝槽因子η~63%(A1,B1)和η~41%(A2,B2)處結構化砂輪的圖形類型(A,B)和3D光學形貌測量(hp:結構深度;wp:結構寬度;pp:結構間距;ap:定向角;ηp:溝槽因子)
溝槽的SEM觀察可以看到結合劑材料和CBN磨粒有明顯的磨蝕,而周圍材料則沒有熱損壞。除了SEM分析,實驗還利用微拉曼光譜確認激光加工CBN磨粒向六方氮化硼的熱激活過渡;對此,利用同樣參數的激光加工對單個磨粒(ABN605,B601)進行結構化加工處理。圖2展示了激光加工CBN磨粒(a)和對應的未加工、加工磨粒區的拉曼光譜(b)。在磨粒頂面和激光磨蝕溝槽的中心區進行拉曼測量。對于兩種加工磨粒,在每個磨粒的五個不同位置上進行分析。光譜中1054cm-1處和1304cm-1處的CBN特征峰值明顯可見。但沒有在1367cm-1處觀察到任何峰值,說明沒有六方氮化硼形成。因此,實驗證明加工處理的CBN磨粒不存在熱影響區域。
圖二:a) 激光加工CBN磨粒(ABN605,B601);b) 未加工磨粒和激光加工溝槽磨粒的微拉曼光譜測量對比圖

3.2 磨削評價
根據文獻資料,溝槽因子是影響結構化砂輪磨削性能的主要因素。通過降低溝槽因子可以減小磨削力,但工件粗糙度則增大。這主要是由于砂輪工程表面積變小,有效切削刃數量降低的緣故。
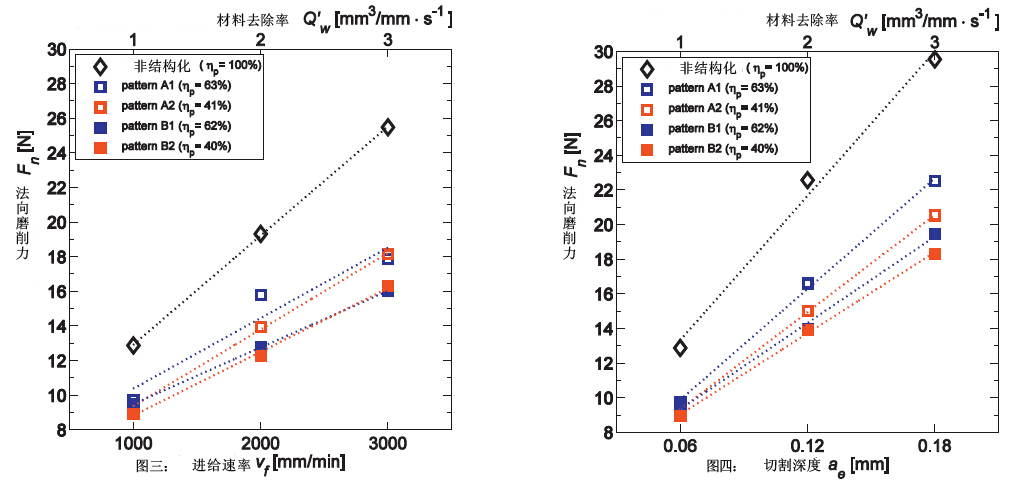
對于本研究中的結構化工具和非機構化基準工具,測得的法向磨削力是材料去除率(MRR)的一個函數,如圖3、4所示。在同樣MRR值條件下,進給速率vf增大時(圖3)磨削力的力值要比切削深度ae增大時(圖4)磨削力的力值低30%。和非結構化工具相比,結構化工具的力值要低25%-35%。雖然公稱有效表面積有明顯差值,但測量數據顯示A1-A2和B1-B2之間僅存在較小的偏移,平均約5%-10%;當MRR和切削深度較大時,該偏移趨向增大。和A類型相比,B類型通常會導致力值較低。值得注意的是,雖然A2工具的溝槽因子要比B1工具低20%之多,但A2工具的力值基本上和B1工具的力值相當,僅高出少許。這說明圖案形貌對磨削性能的影響并沒有溝槽因子的影響大。工件表面粗糙度的評價和力值數據對應較好。非結構化工具實現了最佳表面光潔度。Ra和Rz基本不受溝槽因子影響;溝槽因子60%和40%之間的差值低于平均值5%左右。對應的Ra和Rz的值如圖7、8所示。
根據文獻資料,溝槽因子是影響結構化砂輪磨削性能的主要因素。通過降低溝槽因子可以減小磨削力,但工件粗糙度則增大。這主要是由于砂輪工程表面積變小,有效切削刃數量降低的緣故。
對于本研究中的結構化工具和非機構化基準工具,測得的法向磨削力是材料去除率(MRR)的一個函數,如圖3、4所示。在同樣MRR值條件下,進給速率vf增大時(圖3)磨削力的力值要比切削深度ae增大時(圖4)磨削力的力值低30%。和非結構化工具相比,結構化工具的力值要低25%-35%。雖然公稱有效表面積有明顯差值,但測量數據顯示A1-A2和B1-B2之間僅存在較小的偏移,平均約5%-10%;當MRR和切削深度較大時,該偏移趨向增大。和A類型相比,B類型通常會導致力值較低。值得注意的是,雖然A2工具的溝槽因子要比B1工具低20%之多,但A2工具的力值基本上和B1工具的力值相當,僅高出少許。這說明圖案形貌對磨削性能的影響并沒有溝槽因子的影響大。工件表面粗糙度的評價和力值數據對應較好。非結構化工具實現了最佳表面光潔度。Ra和Rz基本不受溝槽因子影響;溝槽因子60%和40%之間的差值低于平均值5%左右。對應的Ra和Rz的值如圖7、8所示。
圖三:切割深度為常量(ae=0.06mm)條件下法向磨削力Fn和進給速率Vf
圖四:進給速率為常量(Vf=1000mm/min)條件下法向磨削力Fn和切割深度ae
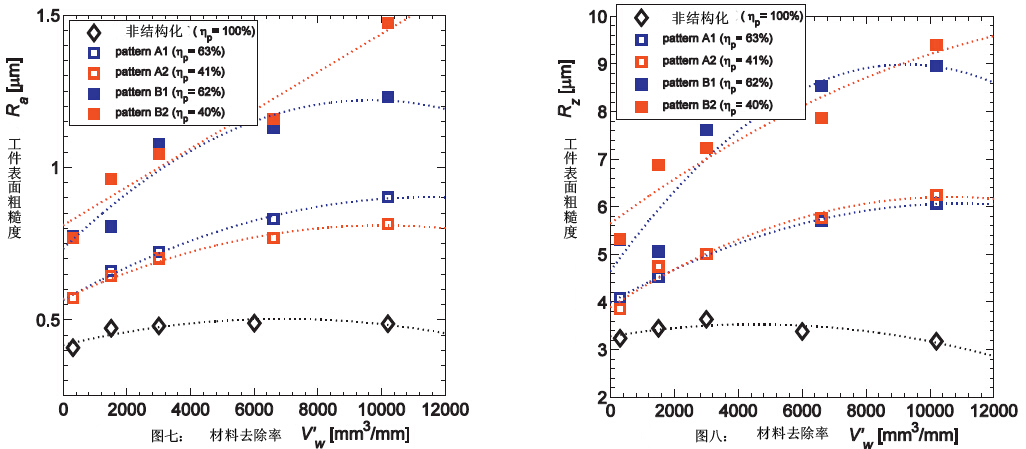
圖七:磨損試驗中工件表面粗糙度Ra的變化
圖八:磨損試驗中工件表面粗糙度Rz的變化
圖四:進給速率為常量(Vf=1000mm/min)條件下法向磨削力Fn和切割深度ae
圖七:磨損試驗中工件表面粗糙度Ra的變化
圖八:磨損試驗中工件表面粗糙度Rz的變化
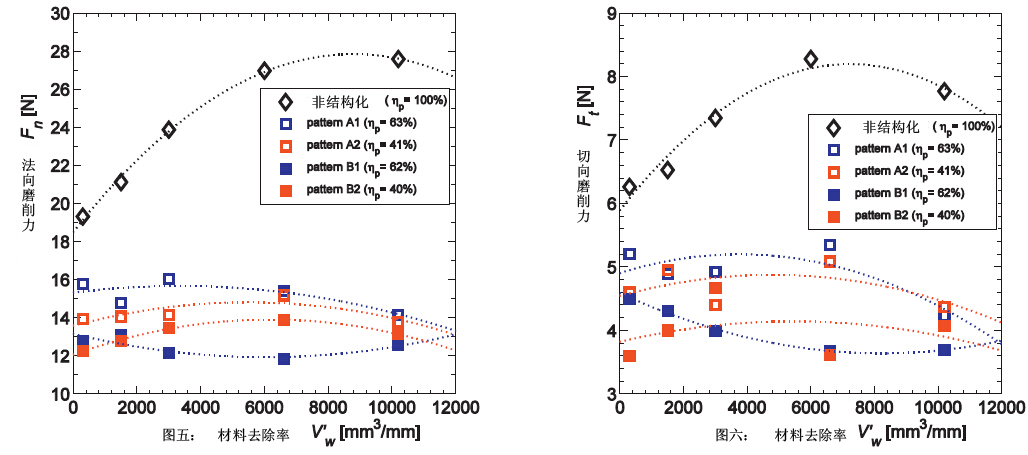
磨損測試實驗的力值測量如圖5、6所示。在實驗快結束時基準工具的力值保持穩定增長,增幅超過40%;結構化工具的平均力值在整個試驗中都保持平均常量。對于B1,曲線走向與其他結構化工具曲線略有不同。磨損試驗結果和參數試驗基本對照。曲線趨勢雖然略有不同,但60%和40%溝槽因子之間的磨削性能沒有大的變化。結構化工具的力值積聚于耐久試驗快結束時。除了B2,其他工具的Fn和Ft在試驗之初都略有增長,然后降低。
圖五:磨損試驗中法向磨削力和材料去除V’w的對比
圖六:磨損試驗中切向磨削力和材料去除V’w的對比
圖六:磨損試驗中切向磨削力和材料去除V’w的對比
根據工件表面粗糙度測量顯示,基準工具的Ra和Rz保持相對常量;而結構化工具的Ra和Rz值則隨著MR值的增長而增長。結構化工具的表面粗糙度更大,其中B類型表面粗糙度明顯高于A類型。A1和A2的粗糙度曲線幾乎一樣(V’w=10200mm3/mm處的ΔRa<10%)B1和B2的對應值也保持一致;但B2趨勢顯示Ra和Rz常量上升;B1則在接近磨損試驗結束時才變得穩定。一般情況下,工件表面粗糙度的常量上升說明結構化砂輪表面形態的微磨損增加。
4 結論
本研究借助皮秒脈沖激光技術對超硬材料CBN砂輪進行微結構化加工。該工藝能夠實現任意表面結構的制造加工,對工具的磨削性能和形狀、尺寸進行精準控制。SEM和微拉曼光譜分析發現皮秒激光加工技術對CBN砂輪的熱沖擊影響是可以忽略的。本研究制備并測試了若干個結構化CBN工具。實驗發現結構化工具要比非結構化工具穩定,且磨削力比非結構化工具低50%之多,這也是結構化工具的一種自銳特性。和工具的有效公稱表面積相比,表面圖案類型對工具的磨削性能的影響較大。對比60%和40%的工具溝槽因子可以發現,磨削力、工件粗糙度和磨損之間的差值很小。 (編譯:中國超硬材料網)
4 結論
本研究借助皮秒脈沖激光技術對超硬材料CBN砂輪進行微結構化加工。該工藝能夠實現任意表面結構的制造加工,對工具的磨削性能和形狀、尺寸進行精準控制。SEM和微拉曼光譜分析發現皮秒激光加工技術對CBN砂輪的熱沖擊影響是可以忽略的。本研究制備并測試了若干個結構化CBN工具。實驗發現結構化工具要比非結構化工具穩定,且磨削力比非結構化工具低50%之多,這也是結構化工具的一種自銳特性。和工具的有效公稱表面積相比,表面圖案類型對工具的磨削性能的影響較大。對比60%和40%的工具溝槽因子可以發現,磨削力、工件粗糙度和磨損之間的差值很小。 (編譯:中國超硬材料網)








 豫公網安備41019702003646號
豫公網安備41019702003646號